The cover image was created by the transcriber and is placed in the public domain.
Title: The Story of Milk
Author: Johan Ditlev Frederiksen
Release date: August 14, 2021 [eBook #66061]
Language: English
Credits: Charlene Taylor, Barry Abrahamsen, and the Online Distributed Proofreading Team at https://www.pgdp.net (This file was produced from images generously made available by The Internet Archive/American Libraries.)
The cover image was created by the transcriber and is placed in the public domain.
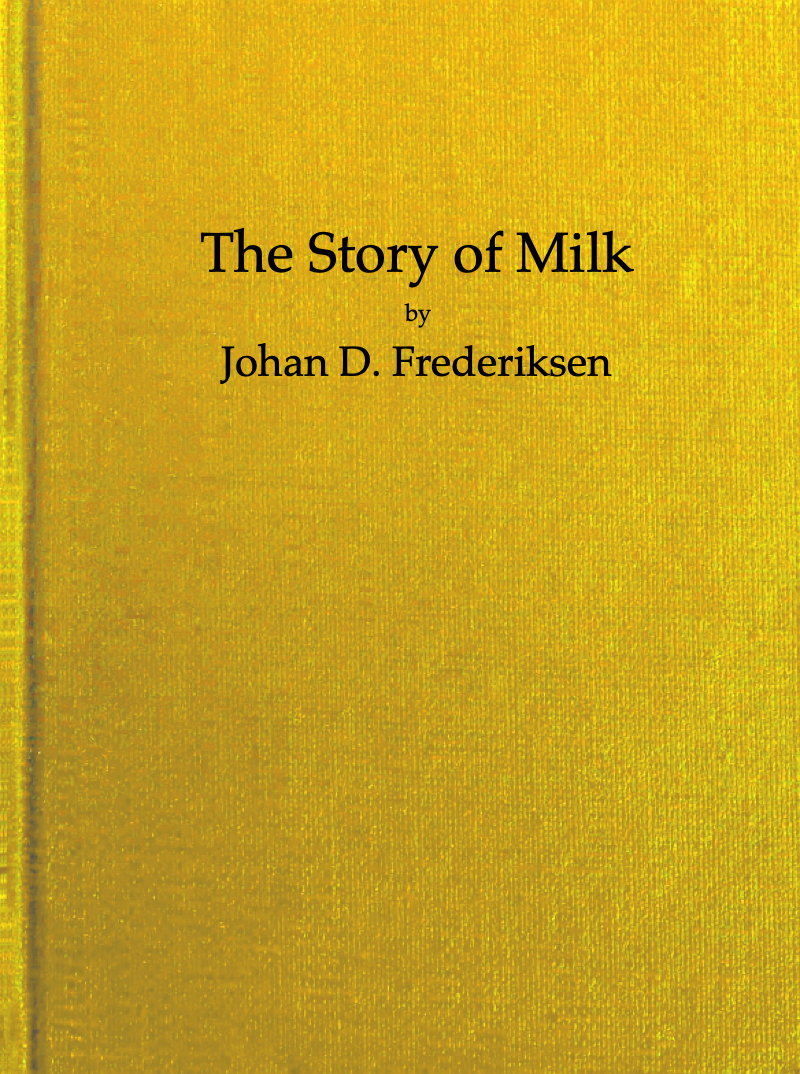
Well kept creamery with attractive surroundings
| PAGE | |
| Production, Composition and Characteristics of Milk | 1 |
| Milk Ferments | 1 |
| —Pasteurization | 1 |
| Dairy Cattle | 1 |
| —Milk-Breeds | 1 |
| —Beef-Cattle | 4 |
| —Food and Water | 5 |
| —The Barn | 9 |
| —Milking | 10 |
| —Test the Cows | 11 |
| —Healthy Cows | 12 |
| Composition of Milk | 13 |
| —Butter-fat | 13 |
| —Casein and Albumen | 14 |
| —Milk-Sugar | 14 |
| —Mineral Matters | 15 |
| How to Test Milk | 15 |
| —The Babcock Test | 16 |
| —Sampling | 17 |
| —The Lactometer | 18 |
| —Acidity Test | 19 |
| Ferments | 20 |
| Enzymes | 21 |
| —Rennet | 20 |
| —Pepsin | 21 |
| VIBacteria | 21 |
| —Lactic Acid Bacilli | 21 |
| The Control of Bacteria | 22 |
| —Cleanliness | 22 |
| —Heat | 22 |
| —Cooling | 22 |
| —Disinfectants | 25 |
| Pasteurization | 25 |
| Pure Cultures | 30 |
| —Starters | 32 |
| Milk Supply and Creamery Products | 35 |
| Milk Supply | 35 |
| —Bovine Tuberculosis | 35 |
| —Milk as a Disease Carrier | 36 |
| —Bacteria Count | 36 |
| —Certified Milk | 36 |
| —The Sanitary Code | 38 |
| —New York State Milk Grading | 38 |
| —City Delivery | 39 |
| —Milk Stations | 41 |
| —Skim Milk | 44 |
| Cream | 44 |
| —The Separator | 46 |
| —Percentage of Butter-fat | 48 |
| —Standardizing Cream | 48 |
| —Pasteurized Cream | 49 |
| —Whipped Cream | 49 |
| —Emulsified Cream | 50 |
| Ice Cream | 52 |
| —Freezers | 52 |
| —Classification of Ice Cream | 56 |
| —Ice Cream Recipes | 56 |
| VIIButter | 69 |
| —Dairy Butter | 70 |
| —Centrifugal Creaming | 70 |
| —Co-operative Creameries | 70 |
| —Ripening the Cream | 71 |
| —Coloring | 74 |
| —Churning | 75 |
| —Working | 78 |
| —Salting | 79 |
| —Composition | 79 |
| —Overrun | 79 |
| —Packing | 79 |
| —Sweet Butter | 79 |
| —Renovated Butter | 80 |
| —Oleomargarine | 80 |
| —Coco-Butter | 80 |
| Buttermilk | 80 |
| —Cooling Essential | 81 |
| —Commercial Buttermilk | 81 |
| —Ripening | 82 |
| —Breaking up the Curd | 82 |
| —Thick Milk | 82 |
| —Yoghourt | 83 |
| Fermented Milk | 83 |
| —Koumis | 83 |
| —Kefir | 85 |
| Cheese | 86 |
| Cheddar Cheese | 89 |
| The Factory System | 99 |
| —Ripening the Milk | 90 |
| —Coloring and Setting with Rennet | 92 |
| —Cutting the Curd | 94 |
| VIII—“Cooking” | 94 |
| —Matting | 95 |
| —Salting | 97 |
| —Pressing | 97 |
| —Curing | 97 |
| —Form, size and packing | 98 |
| —Cleaning the vats | 101 |
| —Yield | 102 |
| —Composition | 102 |
| —Qualities | 103 |
| Cheese Made from Pasteurized Milk | 103 |
| Making Cheddar Cheese on the Farm | 104 |
| Other Types of Hard Cheese | 111 |
| —Gouda | 112 |
| —Edam | 112 |
| —Swiss | 115 |
| —Roquefort | 120 |
| —Parmesan | 123 |
| —Caccio Cavallo | 124 |
| —Limburger | 125 |
| —Brick | 125 |
| —Munster | 126 |
| Soft Rennet Cheese | 126 |
| —Neufchatel | 126 |
| —Cream Cheese | 127 |
| —Cured Soft Cheese | 128 |
| —French Soft Cheese | 128 |
| Cottage Cheese | 129 |
| —Making Cottage Cheese with Rennet | 132 |
| Snappy Cheese | 134 |
| Club Cheese | 134 |
| Whey Cheese | 134 |
| Milk-Sugar | 135 |
| IXCasein | 135 |
| Milk Powder | 136 |
| —Just-Hatmaker Process | 136 |
| —Eckenberg Process | 136 |
| —Merrell-Soule Process | 136 |
| —Economic Process | 136 |
| —Skim-Milk Powder | 136 |
| —Whole-Milk Powder | 136 |
| Condensed and Evaporated Milk | 137 |
| Whey | 138 |
| Milk as a Food | 139 |
| Nutrients | 139 |
| —Protein | 139 |
| —Fats and Carbohydrates | 139 |
| —Mineral Matters | 140 |
| —Relation | 140 |
| —Nutritive Ratio | 140 |
| —Calories | 141 |
| —Fallacy of Theoretical Valuation | 143 |
| —“Something Unknown” | 143 |
| Care of Milk in the House | 145 |
| —Keep the Milk Cool | 145 |
| —Top-Milk | 146 |
| Milk for Infants | 148 |
| —Modifying Milk | 148 |
| —Recipes for Infant Food | 149 |
| Milk for Growing Children | 152 |
| Milk Cookery | 154 |
| Soups | 155 |
| X—Cream Soups | 155 |
| —Cereal Cream Soups | 157 |
| —Milk Chowders | 158 |
| —Milk Stews | 158 |
| Milk Cereals | 159 |
| Luncheon and Supper Dishes | 159 |
| —Creamed Dishes | 160 |
| —Souffles | 161 |
| —Cheese Fondu | 161 |
| —Milk Toast | 162 |
| Cheese Dishes as Meat Substitutes | 162 |
| Cheese Salads | 166 |
| Cottage Cheese | 167 |
| Milk Breads and Biscuits | 170 |
| Desserts | 172 |
| Junkets | 179 |
| Milk Beverages | 181 |
| Miscellaneous Suggestions | 184 |
| The Thermometer | 184 |
| Weights and Measures | 185 |
| End Notes | 187 |
| Bibliography | 188 |
The conception of this “Story of Milk” dates many years back. In his life-long study of problems connected with dairy farming and milk industries in two of the world’s greatest dairy countries, Denmark and the United States, the author has felt the need of a concise handbook covering this interesting subject. In his forty years of work in the manufacture and distribution of dairy and milk-food preparations he has been brought constantly into contact with men and women interested in the production of milk and has found a persistent demand for a book that might be consulted by anybody in regard to questions related to these greatest of all foods, which are, or ought to be, a most important part of the daily diet of children and adults alike, at all times, everywhere.
There was a time during the war when, frightened by the soaring of the price which had remained remarkably low for many years, much too low in fact compared with the cost of other food, people began to cut down the consumption of milk to an alarming extent. Even the National Food Administration for a short time recommended saving in the wrong place, forgetting that, at the highest figures reached during the temporary shortage, milk was still one of the cheapest of foods and that it was absolutely indispensable for growing children and exceedingly beneficial for men and women who were called upon to exercise their physical and mental powers as never before. But with XIImen like Dean Russell of the Wisconsin Agricultural College in the Department and Dr. Graham Lusk of Cornell University representing the United States on the Inter-Allied Council of Alimentation, the Food Administration could not long maintain this mistaken attitude but quickly joined the College authorities and the representatives of the dairy industry in advocating a liberal use of milk. And the Department of Agriculture sent out over the country a large force of demonstrators to show the people how to use milk in making cottage cheese and many other ways, and Agricultural Colleges, Farm Bureaus and Home Economics Agents worked hand in hand with Washington in disseminating the knowledge of handling and utilizing milk.
A genuine interest has been aroused in our country in the economy and conservation of food, and in “The Story of Milk” the author hopes to place at the disposal of the student of Domestic Science a comprehensive book of reference which may open the eyes of many to the fact that there is no more interesting subject than “Milk” in connection with the study of the welfare and physical improvement of humanity, and that milk and its products should be used to a much greater extent than heretofore.
It would make a long list of references if the author should mention the sources on which he has drawn for information beyond his own life-long experience in the dairy and related industries. He desires to express his sincere appreciation of the kindness and ready response of institutions and friends to whom he has appealed for photographs and cuts which have enabled him to illustrate the text so liberally. In the back of the book will be found a brief bibliography of standard dairy XIIIliterature in which students may find material for further information.
Many interesting data and several excellent illustrations have been obtained from the bulletins and collections of the Department of Agriculture in Washington and the Dairy Schools at Ithaca, N.Y., Madison, Wis., and Ames, Ia.
The Chapter on Milk Cookery was written and classified by the author’s wife, whose practical experience will make it useful alike to housekeepers and students of Domestic Science.
Little Falls, N.Y.,
April, 1919.
Milk and its products have been known and used from time immemorial. In the Bible milk and milk foods are mentioned in some thirty places. In Gen. 18:8 we read: “... and he (Abraham’s servant) took butter and milk and set it before them ...”; 1 Sam. 17:28: “And Jesse said unto David, his son: ... bring these ten cheeses unto the captain of their thousand and look how thy brethren fare....”; Prov. 30:33: “For the churning of milk bringeth forth butter,” etc.
Though in some of these passages butter is mentioned it is hardly probably that this product was really made or used at the time under the climatic conditions in Palestine. More likely it was various kinds of curd and cheese which the translator called butter. At any rate, the Hebrews of that far-off day coveted milk and its products among their most valued foods. From Egyptian, Greek and Roman history it appears that knowledge of cheese goes back to the most ancient times and that it was made from the milk of sheep, goats, cows, asses, mares, in fact from all domestic animals; in the far North, Lapps and Eskimos still make it from the milk of the reindeer, the Arabs use camel’s milk, Llama cheese is famous in the Cordilleras and Zebu cheese in Ceylon and India.
Even in ancient times the great food value of dairy products was recognized. Plinius tells of Zoroaster that for twenty years he lived exclusively on cheese, and Plutarch calls cheese one of the most nourishing of foods.
As time went by, the cow excelled all other domestic XVIanimals in capacity for the production of milk and by constant use through centuries for the one special purpose,—by care in feeding, breeding and selection,—special breeds of cattle were developed which gave milk in extraordinarily large quantities.

From Maelkeritidende, Copenhagen

Thomas R. Segelcke, father of scientific dairying in Denmark
L. B. Arnold, noted dairy expert and writer, of Herkimer County, N.Y.
In the cold climate of the northern countries where butter will keep for a long time it has been made for centuries. The illustration above is from a mural painting in an old church in Finland. Evidently at the time when that was built the devil already played havoc with the churn and even up to the days of our grand-fathers his Satanic Majesty was often accused of preventing the butter from “coming.”
XVIINot until the middle of the nineteenth century did dairying take its place among the important industries of the world and science begin to be applied in its development. Between 1860 and 1870 Thomas R. Segelcke, the “Father of Scientific Dairying” in Denmark, introduced the thermometer in churning instead of the rule of thumb and started the keeping of records in the manufacture of butter. N. J. Fjord started a series of experiments in the creameries, continued through the next decades, and which became models for similar work throughout the world, covering pasteurization, ice houses and cold storage, comparison between various systems for raising the cream, separators, feeding rations, etc., and Denmark developed its agriculture and dairy industry to an enviable position. About the same time Dr. Schatzman applied scientific methods in cheese making in Switzerland and Jesse Williams started the first American cheese factory near Rome, N.Y., while L. B. Arnold, X. A. Willard, Harris XVIIILewis, Harry Burrell and many other progressive dairymen made Herkimer County cheese famous.
From New York, dairy farming spread rapidly westward through Ohio to Michigan and Northern Illinois, where butter making was developed around Elgin, and to Wisconsin, where Governor Hoard preached the gospel of progress, Babcock invented and gave to the world the famous test that bears his name and Russell made a specialty of dairy bacteriology.

J. H. Monrad, the “Pen and Ink” buttermaker of New York Produce Review
Governor W. D. Hoard, of Wisconsin, promotor of progressive methods of dairying
J. A. Ruddick, Dairy Commissioner of Canada
J. H. Monrad, Assistant Dairy Commissioner of Illinois, student, writer and lecturer on dairy subjects, collected and indexed one of the most complete and valuable libraries of dairy literature found anywhere, which after his death in 1915 was taken over and installed in special rooms by Chr. Hansen’s Laboratorium in Copenhagen, where a librarian is keeping it up to date and it is open to the public.
In Canada, Dairy Commissioners Jas. W. Robertson and J. A. Ruddick, D. M. McPherson, the “Cheese XIXKing,” and others contributed to an enormous development of the manufacture of high-class cheese, and in New Zealand and Australia similar progress was made.
Business and science have vied with each other in increasing the output of dairy products and improving their quality. In the table below, showing estimates for 1917, some interesting figures are given of the amount of milk produced in the United States and the uses to which it is applied.[1]
| Item | Lbs. of Milk | Per Cent |
|---|---|---|
| Product of 22,768,000 cows at 3,716 lbs. per an. | 84,611,350,000 | ── |
| Disposition of milk product: | ───── | |
| 1,650,000,000 lbs. of butter (at 21 lbs. milk) | 34,663,850,000 | 41.0 |
| 420,000,000 lbs. of cheese (at 10 lbs. milk) | 4,200,000,000 | 5.0 |
| 975,000,000 lbs. of condensed milk (at 2½ lbs. milk) | 2,437,500,000 | 2.9 |
| 210,000,000 gals. of ice cream (weighing 6 lbs. to the gallon, 10% fat) | 3,150,000,000 | 3.7 |
| 100,000,000 persons; 45% at 0.7 lb. a day (cities) farms with dairy cows, 30%, 1.5 lbs. per day; other farms and small towns, 25%, 1 lb. a day, approximately | 36,500,000,000 | 43.1 |
| 17,500,000 calves, whole milk (estimated) requirement | 3,660,000,000 | 4.3 |
| ───── | ||
| Total | 84,611,350,000 | 100.0 |
XXAlthough the table accounts for all the milk produced, it does not tell the whole story, since the preparation of a number of products results in the formation of vast quantities of by-products that are not used to the fullest advantage for human food.
New York City alone consumes 1,600,000 quarts of milk a day, but even this enormous quantity means only 0.6 pint per capita. The consuming public has been slow to realize the value of milk and its products, and too much emphasis cannot be laid upon the fact that even at the largely increased cost of all dairy products they are still some of the cheapest and the most healthful of foods, especially for growing children, and should be used in much larger quantities.

Holstein
A number of typical but widely different breeds of dairy cows have been developed in various dairy countries, each owing to the soil and the climatic conditions of its home, as well as to the skill and fancy of the breeders, its characteristic features, form, color, etc.
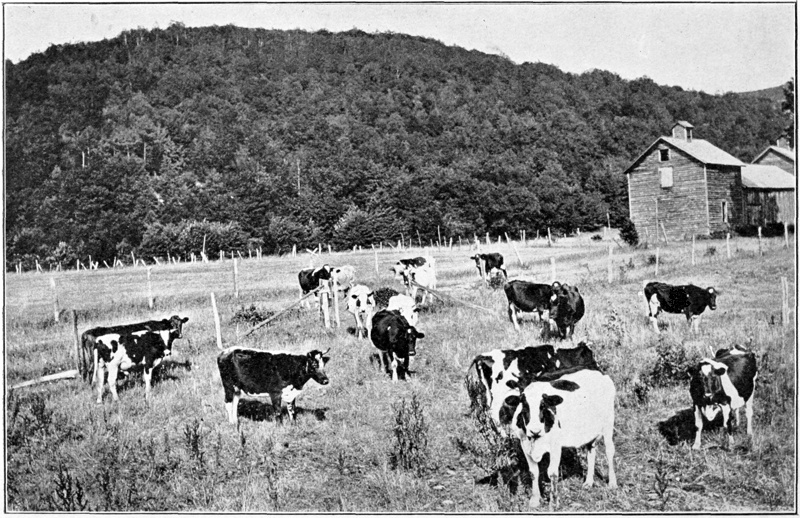
Herd of pure-bred Holstein cows on a farm in central New York
Milk-Breeds.—The black and white Holstein-Friesians (which, by the way, had their home in Holland and not in Holstein) are known for their large production of not very rich milk, while the Guernseys and Jerseys give milk exceedingly rich in butter-fat. A good Holstein cow will give from 7,000 to 10,000 lbs. of milk in a year, containing from 3¼% to 4% butter-fat. Some of them produce as much as 20,000 to 30,000 lbs. in a year—nearly 4,000 gallons—just think of it! Jersey cows will usually not produce as much in quantity as the Holsteins but Jersey milk often contains 5% or 6% or more 3butter-fat, and a few of the best have been known to produce 800 to 900 lbs. of butter in one year, an amount equal to the cow’s own weight. The red Danish cow is an exceedingly good and highly bred milk producer which, however, has not been introduced in the United States, but the Scotch Ayrshires and the Brown Swiss are other well-known dairy breeds which are in favor with many American farmers.
Guernsey
But, alas! too many herds of dairy cattle average less than 5,000 lbs. of milk per cow per year and do not pay for their feed.
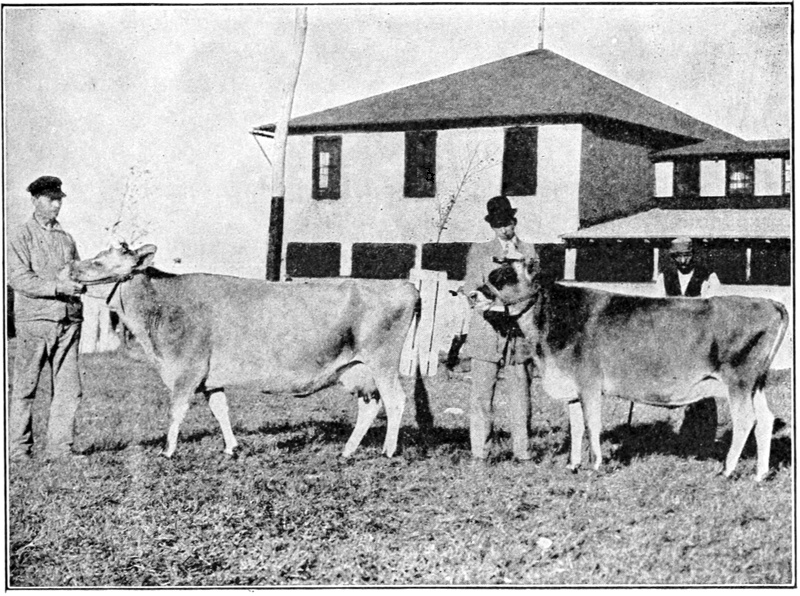
Jersey cows

Red Danish

Ayrshire

Shorthorn, beef-strain
Many native cows respond, however, to good care and feed and with a thoroughbred bull a satisfactory herd can readily be built up from carefully selected native stock. Such continued cross-breeding is more apt to succeed than attempts to cross two thoroughbred breeds because the characteristic features in full-blooded animals are so strong as to invariably predominate in the progeny over the less pronounced forms and tendencies inherent in native cows. But where two full-blooded animals are mated and the strong characteristics in each are fighting for predominance the result is apt to be a poor, ill-proportioned offspring as the result of atavism.

Shorthorn, milk-strain
Beef-Cattle.—Cattle bred and developed for the purpose of producing beef rather than 5milk are called by contrast beef-cattle. As examples of beef-cows look at the Shorthorns or the Herefords or the Polled Angus at the next State Fair you visit and notice the square, deep, smooth body with muscles and fat strongly developed in contrast to the loosely built, bony milk-cow with its tendency to turn all its food into milk at the expense of the body. There are, however, also among the Shorthorns, strains of good milkers, but as a rule these beef-breeds are not selected for the dairy farm, and “dual purpose” cows are not usually profitable.
Food and Water.—The natural food for the dairy cow in summer is grass, and where rich, succulent grass and clover grow in abundance, as on the fertile meadows of Holland and the Channel Islands, or the Swiss Alps, the highly cultivated Danish farms, the eastern and middle-western states of America, etc., dairying early reached its highest development. As the value of milk and its products for human food became more generally recognized and all-the-year-round production was forced, it was found necessary to feed the cows heavily in winter too, not only hay, but also grain and succulent food such as beets and corn-ensilage (green corn cut, stalks, cobs and all, and packed in a silo), and science was taken into play to formulate Balanced Rations containing the proper amounts and proportions of the various nutrients—Protein, Fat and Carbohydrates. It 7is not the place here to go deeper into this problem which has long been a subject for thorough research and experiments. In fact, more attention has been paid to the feeding of cattle than to the proper nourishment of human beings, and much of what we know about the latter has been deducted from experience and study on the dairy farm, and from laboratory work along that line. In the chapter on “Milk as a Food” we are taking up food values, etc., in relation to the feeding of children and men. Suffice it here to say that the same fundamental principles apply to the feeding of calves and cattle for the production of milk and beef. And we wish to emphasize the fact that, with due consideration to the proper proportion between the various groups of nutrients, it is much more important that the food is succulent, appetizing and easily digestible than that the ration shall be accurately balanced.
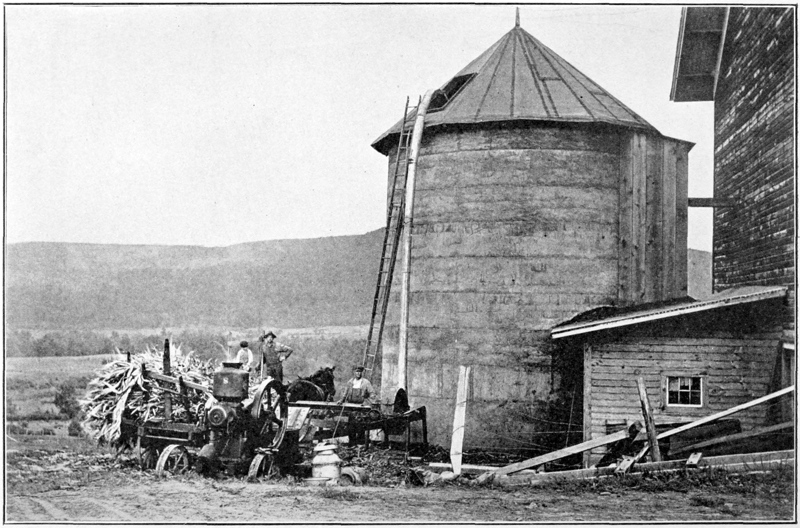
Cutting ensilage and filling the silo
This fact, long well known to practical breeders and dairymen, has recently been confirmed by Dr. E. V. McCullom to whose experiments further reference is made in the chapter on milk as a food for children. He shows that there is a very great difference in the quality of Protein and Fat from various sources and that there is “Something Unknown” in butter-fat, for instance, which is absent in most other fats and which is vital for the growth of the child as well as for the proper nourishment of man. This unknown but essential substance is also found, in small quantities, in the leaves of certain plants, as in alfalfa, while it is absent in the grain of the cereals.
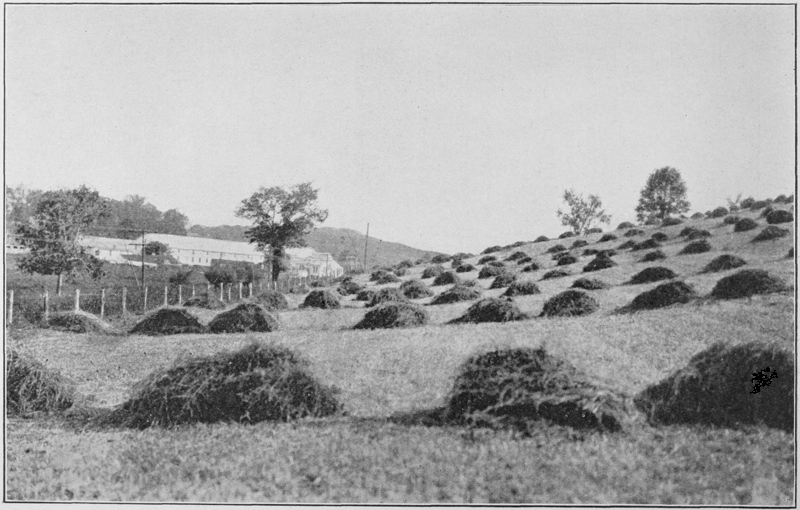
An abundant crop of alfalfa hay; cut three times during the summer. Supplies protein in the ration
In modern dairy farming alfalfa is considered an indispensable source for protein, and corn-ensilage or beets for carbohydrates, while bran, cottonseed meal or oil 9cake, malt-sprouts, gluten, distillers’ grain, etc., may be used to advantage in various combinations.
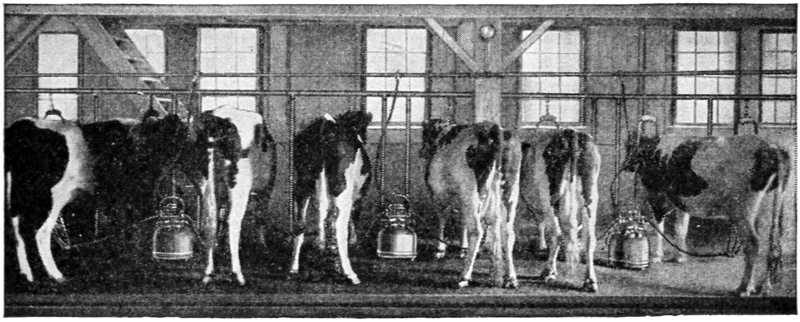
Cows milked with machine
Contrary to a general impression one cannot feed fat into the milk. A large amount of oil cake or other food rich in fat in the daily ration does not increase the percentage of butter-fat in the milk. Rather, it depends largely upon the breed and to some extent upon the period of lactation. Provided the food agrees with her digestion and keeps the cow in a good, healthy condition, the composition of the milk is not changed to any appreciable extent by a change in make-up of the food.
It goes without saying that to produce from 20 to 50 lbs. of milk a day the cow must have an abundance of fresh, pure water to drink and she should not have access to stagnant water.
The Barn must be clean, light and well ventilated and the cows should be milked with clean hands into a clean pail which is covered as far as possible so as to prevent dust from falling into the milk, or with one of the excellent milking machines which are now frequently used in large dairies. The milk is strained and cooled immediately after milking.
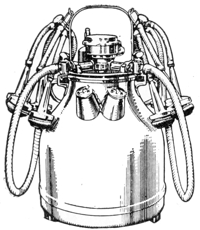
Milking machine
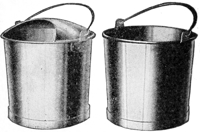
In the partly covered milk-pail dust does not fall as readily as in the one entirely open
Milking.—The cows are usually milked twice a day; occasionally, when the highest possible yield is desired, as in important tests, three or four times. The first five days after the birth of the calf the milk,—the Colostrum so called,—is not normal and should not be used for human consumption. It may be fed to the calf. The first three to four months the yield of milk generally is higher than later, when it gradually drops until after about ten months it stops altogether and the cow goes “dry” at least for some six weeks before dropping the next calf. The highest annual yield may be obtained by having the cows “come in” in the Fall or early Winter and feeding them well all Winter to keep up an abundant flow of milk. Then, when they come out on pasture in the Spring,—in the latitude of the Great Lakes about May 15th,—the fresh, rich feed will stimulate production and give it a fresh start so that the milk-pail may continue to be filled during the next few months and the shrinkage of the yield will 11not occur until the time when the pastures dry up. The cow will then go dry in the early Fall, when feed is scarce. Usually, however, the cows are allowed to “come in” in the Spring and the yield of milk begins to shrink in the late Summer with little or nothing in the Winter.
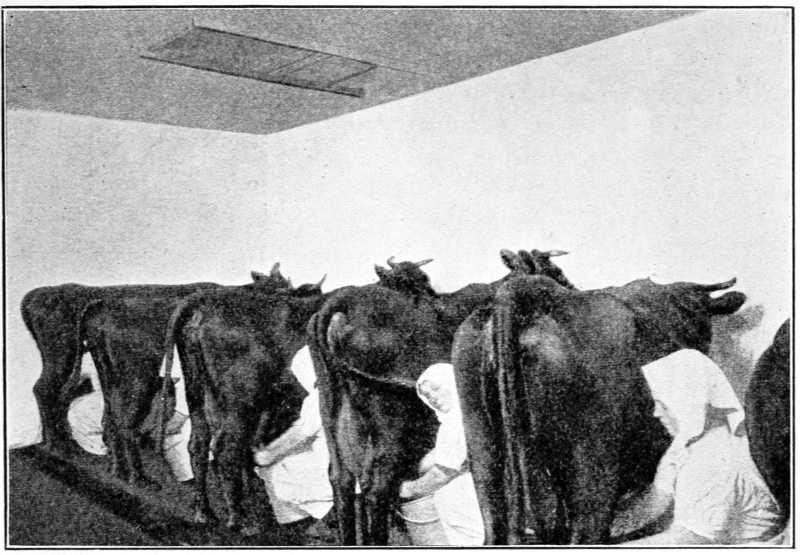
Milking on a Danish farm
Test the Cows.—To ascertain if a cow pays for her feed the amount and the quality of the milk should be tested and computed for the year. If the milk from each cow cannot be weighed every day it may be done regularly once a month or preferably oftener. If it is weighed morning and evening once every ten days it is easy to keep the account by multiplying the number 12of pounds by ten and adding the totals for the year. Occasionally the milk may be subjected to the Babcock Test to ascertain its richness; three or four times during the period of lactation is sufficient.
Where farmers do not have time to do the testing themselves they often combine and hire a young man or woman, trained in an agricultural college, to go around from farm to farm and do the work. These experts not only test the yield and the percentage of fat but also weigh and compute the feed so as to help the farmer make up his rations and calculate whether each cow pays for her feed or not. The members of these associations meet and compare notes and a friendly rivalry is stimulated which may do much toward increasing production. As a matter of fact, where Cow Test Associations have been introduced, both yield and quality of the milk have been largely increased.
Dr. Bernhard Bang of Copenhagen, Denmark
Healthy Cows alone can be depended upon to produce sanitary milk. In many herds of milk-cows tuberculosis is prevalent, and constant vigilance is necessary to prevent its spread. The Tuberculin Test discovered by Koch is invaluable for the purpose of ascertaining the presence of tuberculosis. It is not necessary, however, to kill every infected animal. Only where the lungs or the udder is affected and a physical examination shows an advanced stage of the disease such radical means are advisable. When the tuberculin test was first introduced many valuable herds were wantonly and foolishly killed off because some of the highly developed dairy cows showed reaction to the test while worthless scrubs were allowed to live and spread the disease. For only the intelligent and public-spirited 13owners of fine herds submitted their cows to the test, a reaction to which, under ill-advised regulations, permitted state officials to condemn the infected herds. In Denmark Dr. Bernhard Bang introduced a system of isolation of the infected animals which together with Compulsory Pasteurization of the milk from such cows has proved efficient for the eradication of tuberculosis, and the Bang Method is now generally recognized as the proper way of handling the matter.
| 87 | lbs. of water |
| 4 | lbs. of butter-fat |
| 3¼ | lbs. of casein and albumin (protein) |
| 5 | lbs. of milk sugar |
| ¾ | lbs. of ash (mineral matter) |
| 100 lbs. total. |
It consists therefore of 87% water and 13% “solids,” 4 of which are fat and 9, “solids—not fat.” Butter-Fat is found in milk in the form of minute globules suspended in the liquid. As fat or oil is lighter than water (has less specific gravity) it naturally floats and the fat globules therefore soon rise to the top when milk stands at rest, forming a layer of cream which may be skimmed off from the milk. In chemical composition butter-fat is very nearly the same as other 14animal and vegetable fats, but the slight variation may make a lot of difference in digestibility and palatability as well as in nutritive value, and it is a mistake to consider Oleomargarine, Butterine, Nut-Butter and other substitutes for butter “just as good” because a chemical analysis shows them to contain “almost” the same elements or compounds. These products may be good and legitimate if sold for what they are, but should never be allowed to be sold or served for what they are not, genuine butter.
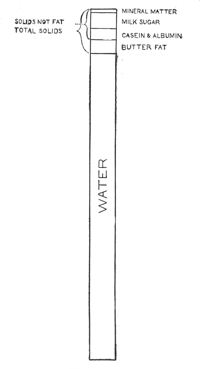
Composition of cow’s milk
Casein and Albumin are the proteids or nitrogenous matters of the milk, in chemical composition and in food value much the same as the protein in beans and peas or in meat, or the white of eggs. Casein is present in much larger quantity than albumin and is distinguished from the latter by being precipitated by rennet, which has no effect on albumin. Casein may also be precipitated by acids, while it required boiling as well as acidity to throw the albumin out of solution.
Milk-Sugar is related to the vegetable sugars, glucose, cane sugar, etc., and remains in solution in the whey which separates out from the cheese-curd when milk is curdled with rennet or acids. The whey also contains the mineral matters or ash, which consists largely of phosphate of lime, of use to the young in building up bones. 15When whey is boiled down to a thick syrup and left to stand, the sugar will crystallize out and may be separated from the liquid, still holding in solution the mineral matters.
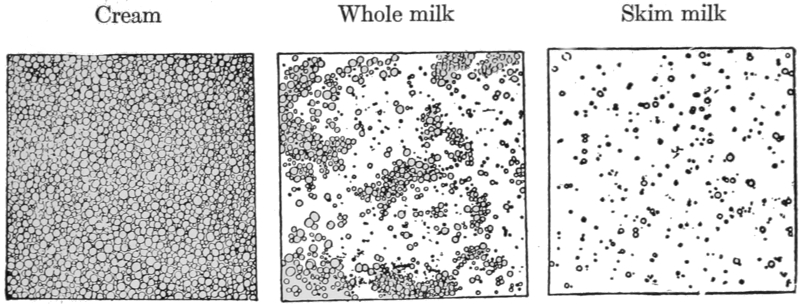
Fat globules as they appear under the microscope
Mineral Matters.—These may be gathered as ash by boiling off the water from this liquid or from the whole milk and burning the rest, as all the constituents except the ash belong to what in chemistry is called organic matter, which disappears in the air by burning.
Dr. S. M. Babcock of Madison, Wis.
Milk may be adulterated or decreased in value either by skimming or by watering. In either case the percentage of the most valuable constituent, the butter-fat, is diminished. It is upon this fact that the most practical test, the Babcock, is based.
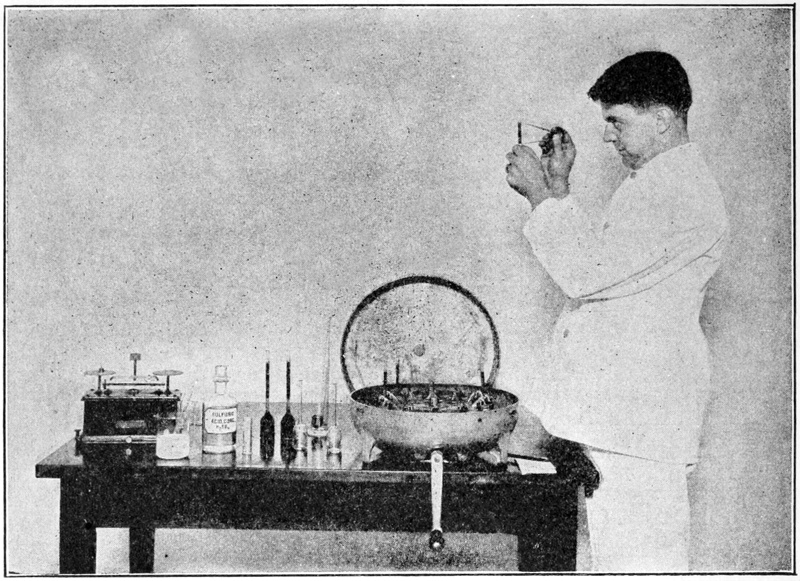
Babcock test outfit
The Babcock Test.[2]—By treating a sample of milk with strong sulphuric acid the butter-fat is liberated as an oil. By subjecting the mixture to centrifugal force the light butter oil is separated from the rest of the 17milk and the percentage can be easily determined. Centrifugal force had already been used in the Fjord Cream Test, but it remained for Dr. Babcock to work out the splendid practical and reliable test which bears his name and in which he has given to the world an invention of incalculable value.
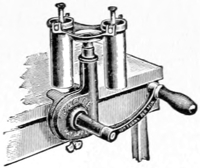
A two-bottle machine
Sampling.—Whether it is new milk or skim milk or buttermilk or cream that is to be tested the first thing to observe is to take a truly representative sample. The liquid must be thoroughly mixed by pouring it several times from one vessel to another, or stirring vigorously.
18It may not always be convenient to make a test immediately when the sample is taken. In the creamery where the milk is paid for according to its fat contents, samples are taken every day from every patron’s milk and it would take too much time for the butter maker to test all of these samples before they would spoil. A preservative, corrosive sublimate,—poisonous but all right for the purpose,—is therefore added and all the samples of one farmer’s milk for several days or a whole week are put together in one glass to be kept and tested at one time. This is called a composite test and has proven entirely satisfactory.
The Lactometer has been used to discover adulterations, depending upon the difference in specific gravity of the various constituents. The specific gravity of whole milk is about 1.032 which means that, if a certain volume of water weighs 1.000 weight units, the same volume of whole milk weighs 1.032, the same volume of butter-fat weighs, say, .900, or of cream about 1.000, and of skim milk 1.036 units. If the Lactometer shows a sample of milk to have a higher specific gravity than 1.032 it may therefore be suspected of having been skimmed. But it will readily be seen that by removing from whole milk some of the cream and adding water, the specific gravity can easily be brought back to normal for whole milk. This test is therefore unreliable and has been discarded with the advent of the Babcock.
The acidemeter
Acidity Test.[3]—The acidity, or sourness, of milk or cream, which depends upon the amount of lactic acid developed in it, may be tested by a liquid normal alkali or by the Farrington Alkaline Tablets, a solution of which added to sour milk neutralizes the acid. A few drops of an indicator, Phenolpthalein, added to the milk, turns it pink when all the acid has been neutralized, and the amount of alkali solution used shows the percentage of acid in the milk. This is quite important in preparing “starters” for ripening the cream in butter making or milk in cheese making, and in the manufacture of “Commercial Buttermilk,” etc.
20There are other tests used in scientific dairying as the Fermentation Test to ascertain the relative purity of milk, the Casein Test, etc., but the above are those mostly used besides the Bacterial Count which is mentioned under the chapter on “Milk Supply,” and the Rennet Test described under “Cheese Making.”
Two classes of ferments are of importance in connection with milk: (1) “unorganized” or chemical ferments, the “enzymes,” and (2) “organized” ferments such as bacteria and yeast.
Rennet.—Among the unorganized ferments, Rennet or Rennin is highly important on account of its power of coagulating or curdling milk by precipitation of the casein. Rennet is extracted from the stomach of the suckling or milk-fed calf, where it serves in digesting the calf’s food. It is in the market in the form of a liquid extract as well as a dry powder compressed into 21tablets (Rennet Tablets and Junket Tablets). The characteristics and use of rennet are described under “Cheese Making” in Chapter III.
Pepsin is another enzyme the office of which in the process of digestion is to dissolve albuminoids. It is not considered identical with rennet though in an acid solution it will curdle milk. It occurs in the stomachs of grown animals fed on solid food and is usually produced from hogs’ stomachs.
Everywhere, in the air, in water, in the soil, and clinging to every object in the world, are minute organisms known under the common names of bacteria or microbes. In contrast to rennet and the other “unorganized” ferments, bacteria belong to the “organized” class. Some are harmful, producing putrefaction, dissolution, poisons or disease; others are beneficial, leading to desirable fermentations and changes; others again are indifferent, neither good nor bad, but harmless.
As the milk comes from the cow it is almost free from bacteria, but milk makes an excellent soil for many of these organisms to grow in, and they soon get in, to multiply with enormous rapidity at any temperature from 60° to 100° F.
Lactic Acid Bacilli are bacteria of special importance to the dairyman, for they convert sugar of milk into lactic acid and produce various more or less agreeable flavors. They are also powerful germicides and scavengers, destroying or neutralizing the products of other bacteria which in the absence of these bacteria and the 22lactic acid produced by them would play havoc with the food and produce putrefaction or disease. Everybody who handles milk knows that pure sour milk or buttermilk in which lactic acid bacteria abound keeps well for a long time, free from other fermentations which have no chance to develop in their presence. It is due to this purifying property that Metchnikoff recommended Bulgarian sour milk as a health food, asserting that it prevents harmful fermentations in the digestive channel.
The principal means at our disposal to prevent or control and regulate bacterial growth are:
Cleanliness, Heat, Cold and Disinfectants.
Cleanliness.—Only the most scrupulous cleanliness will prevent contamination. Hence the necessity of thorough scouring and sterilizing of all utensils, and the need for fresh air and pure water.
Heat.—The prevention of fermentation in milk by heating is called “sterilization” or “pasteurization” according to the intensity of the heat and the length of time the milk is subjected to it. Boiling destroys almost all bacterial life. Some germs require, however, exposure to a much higher temperature, up to 250° F. (boiling under pressure), to be entirely eradicated, but for all practical purposes a thorough boiling is considered sufficient to eliminate all danger of contamination. Such boiling is usually termed Sterilization.
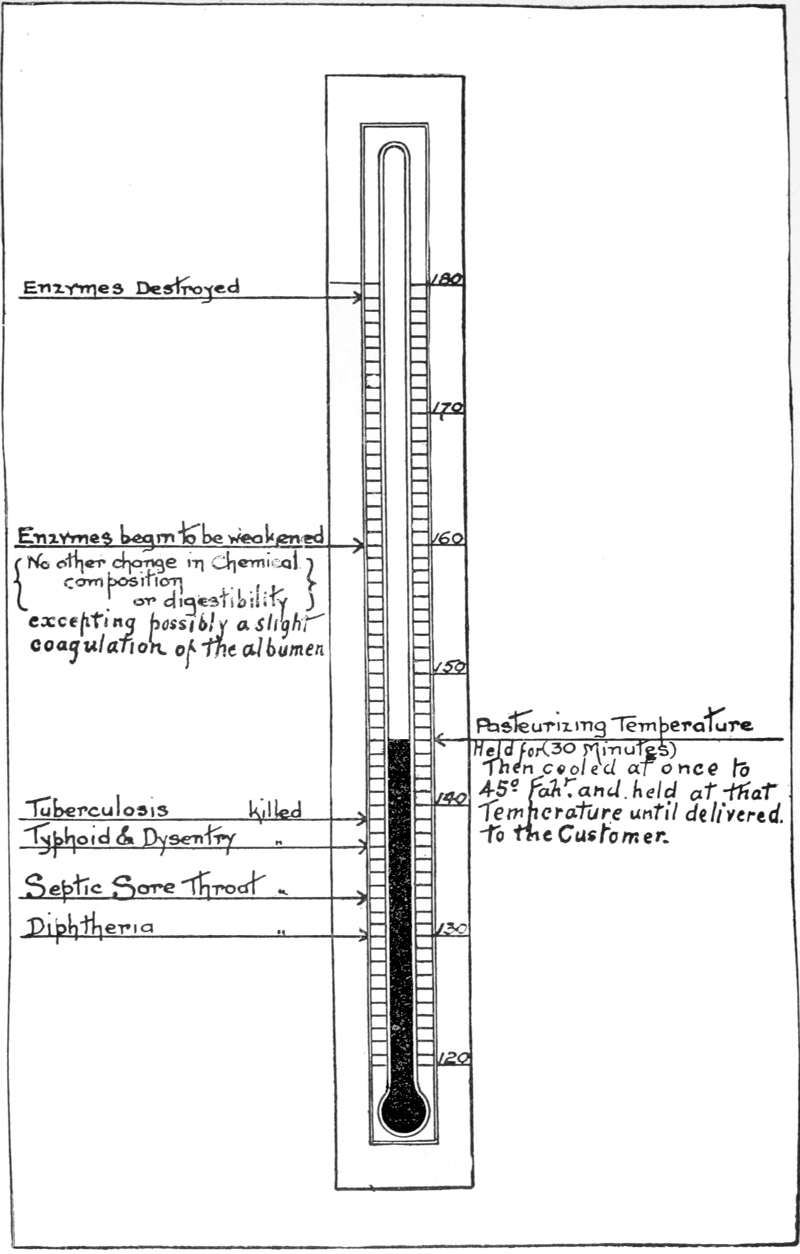
Effect of heating milk to various temperatures.
Published by the Toronto Board of Health
Cooling checks bacterial growth and but few germs thrive at a temperature below 50° F. The following table and diagram[4] show how quickly bacteria multiply 24in milk at ordinary room temperature, 68° to 70°, which emphasizes the importance of keeping milk cool.
Tem. of Milk |
No. of bacteria per c.c. at beginning | At end of 6 hrs. |
At end of 12 hrs. |
At end of 24 hrs. |
At end of 40 hrs. |
|---|---|---|---|---|---|
| °F. | |||||
| 50 | 10 | 12 | 15 | 41 | 62 |
| 68 | 10 | 17 | 242 | 61,280 | 3,574,990 |
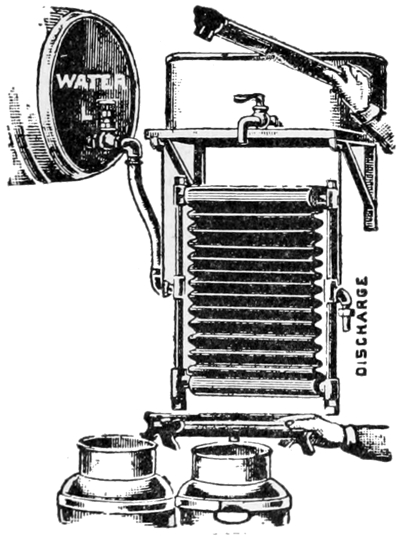
Milk cooler
If the milk had contained 1,000 bacteria per cubic centimeter at the beginning, the part held at 50° F. would have contained 4,100 bacteria at the end of 24 hours, while that held at 68° F. would have contained 256,128,000. The effect of temperature upon the growth of bacteria is shown graphically in the cut.
But even frost does not kill the bacteria. If milk which has been kept sweet or at the desired degree of sourness by cooling is allowed to get warm again, the bacteria which have been kept dormant will get a fresh start. For this reason milk and cream for city supply should not only be cooled strongly, but must be kept thoroughly chilled up to the time they are used, which means that they should be delivered cool to the consumer, and kept on ice in the house, never being allowed to warm up until used.
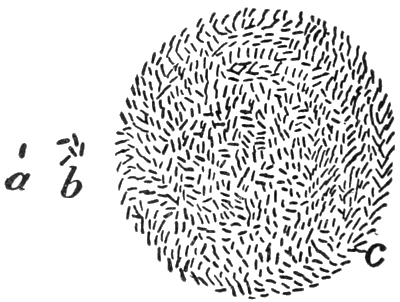
The diagram (after Conn) shows the rapidity with which bacteria multiply in milk not properly cooled. A single bacterium (a) in 24 hours multiplied to 5 (b) in milk kept at 50° F.; (c) represents the number that develop from a single bacterium in milk kept 24 hours at 70° F.
Disinfectants.—Antiseptics, such as benzoate of soda, formalin, boracic acid, etc., are not permissible in milk, but disinfectants such as soda, lime, washing powders, etc., should be freely used in cleaning utensils, bottles, floors and walls where milk is handled, so as to prevent as far as possible any infection.

Louis Pasteur, French scientist and originator of the process of pasteurization.
Pasteurization depends upon the fact that almost all bacteria, and especially the disease-producing species, are checked in their growth and made harmless, if not totally destroyed, by instantaneous exposure to a temperature of 175° F., or a more or less prolonged exposure to lower temperature, for instance for 20 minutes to 157° or 30 minutes to 145°. These lower temperatures are recommended in the case of new milk to be consumed as such, in order not to change its 26digestibility. Pasteurizers with “holding devices” are therefore largely taking the place of the “continuous” sterilizing machines, which allow only momentary exposure to the highest temperature.
Whatever method is used it is essential that after the heating is finished the milk should be cooled as quickly as possible to a temperature sufficiently low to prevent development of the germs that have not been entirely destroyed by the heat and which, if the milk is left for any length of time at a temperature favorable for bacterial life—anywhere between 65° and 110°,—will begin to grow again. Cool the milk to below 60° and if possible to 50° or 40°.
Sometimes a second pasteurization is practiced, the milk being purposely allowed to stand at 70° to 80° for 12 to 24 hours after the first pasteurization for the germs which escaped destruction to develop into full-grown bacteria. They are then killed by the second heating before the milk is finally chilled to stop any further growth.
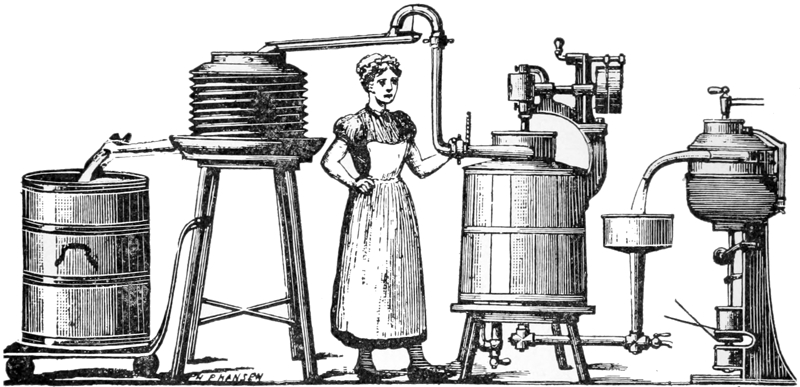
Pasteurization can be done by placing the milk in any tin or enamelled or glass vessel, set in another vessel containing water (a double boiler). Heat until the milk has reached the desired temperature, hold it at that temperature the necessary time, and then place the vessel in cold running water or in ice water until the milk is thoroughly chilled. It is not advisable to place the hot milk in the ice box as cooling in air is too slow. Not until it is thoroughly cooled in water is it safe to put it in the ice box to keep it cool.
N. J. Fjord, Danish investigator
In the seventies Prof. N. J. Fjord, in Denmark, applied to milk the process which had been developed by Louis Pasteur in France to give keeping quality to wine 27and beer. A Danish dairy expert, J. Moldenhauer, now connected with the New York State Department of Agriculture, first brought the process to this country and used pasteurization in a city creamery in Kentucky. American experiment stations established the temperatures and the time of exposure necessary for best results, and no one has done more for the introduction of pasteurization than the New York philanthropist, Nathan Straus, who has established pasteurizing plants and milk distributing stations in many localities, thereby contributing so largely to the lowering of the death rate among the children of the poor.
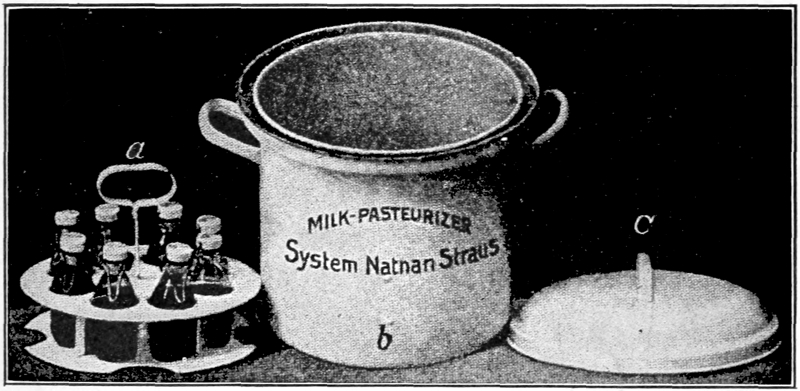
The Straus Pasteurizer
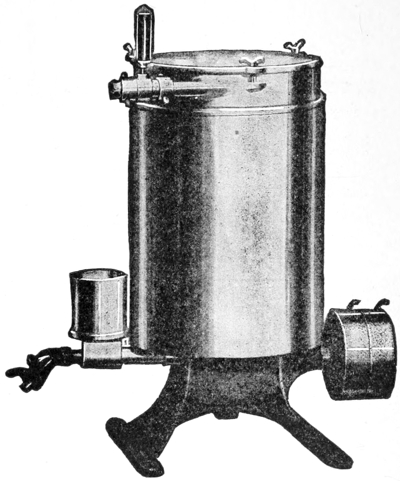
A continuous pasteurizer
The following directions are given by the Straus 28Pasteurized Milk Laboratories of New York for the pasteurization of milk for babies:
1. Only use fresh, filtered milk, which has been kept cold, and proceed as follows:
2. Set the bottles, after they have been thoroughly cleaned, into the tray (a), fill them to the neck, and put on the corks or patent stoppers.
3. The pot (b) is then placed on a wooden surface (table or floor) and filled to the three supports (in the pot) with boiling water.
4. Place tray (a), with the filled bottles, into the pot (b), so that the bottom of the tray rests on the three supports, and put cover (c) on quickly.
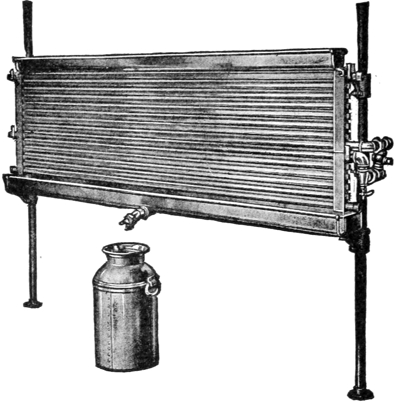
Milk cooler
5. After the bottles have been warmed up by the steam for five minutes, remove the cover quickly, turn the tray so that it drops into the water. The cover is to be put on again immediately. This manipulation is to be made very quickly, so that as little steam as possible can escape. Thus it remains for twenty-five minutes.
6. Now take the tray out of the water and cool the bottles with cold water and ice as quickly as possible, and keep them at this low temperature till used.
7. Before use, warm the milk—in the bottles—to blood heat. Never pour it into another vessel.
8. The milk must not be used for children later than twenty-four hours after pasteurization. Never use remnants.
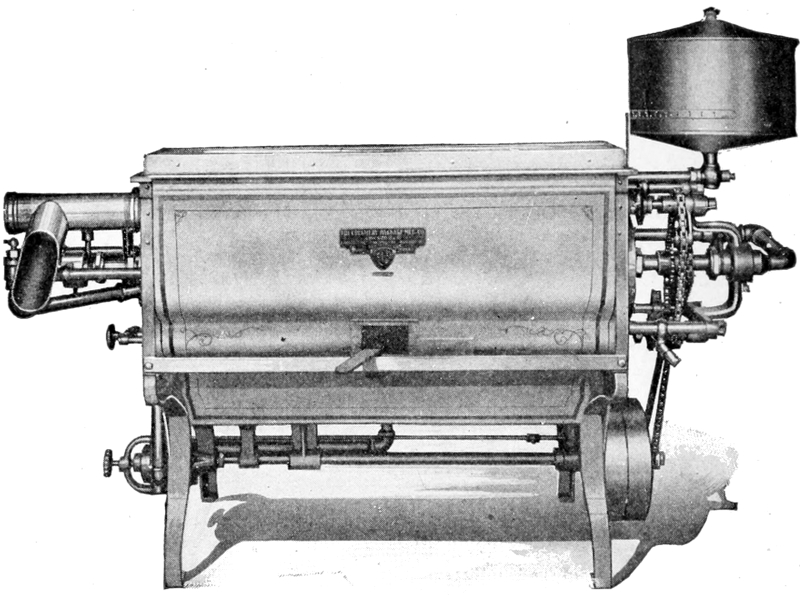
30In a Continuous Pasteurizer a constant stream of milk is fed into the machine, heated by flowing over a metal surface with steam or hot water on the opposite side, and cooled by running over a cooler furnished with a stream of cold water or ice water.
Professor V. Storch, originator of pure cultures for ripening cream and milk
Before 1890 it was supposed that the flavor of fine butter depended upon certain volatile oils and acids peculiar to butter-fat. In the early nineties Professor V. Storch of the Danish Experiment Station showed, however, that it was due rather to the products of bacteria and he isolated the lactic acid bacilli which would produce such exquisite flavor even when perfectly neutral and tasteless butter-fat was churned with milk acidified or ripened with a pure culture of these bacilli. In this country Dr. H. W. Conn of Wesleyan University, Storrs, Conn., did much to advance the theory and practice of ripening cream with a pure culture starter.
“Pure cultures” are produced in the bacteriological laboratory by picking out under the microscope colonies of the desired species of bacteria, planting them in a sterilized medium and allowing them to grow under the most favorable conditions and with the exclusion of all other germs.

Streptococcus lacticus (Storch, No. 18)

Bacterium lactis acidi (from Storch)
When such a culture has reached its maximum growth it is transplanted into a larger quantity of a sterilized medium containing proper nourishment for the particular 31organism. In the bacteriological laboratory, where alone absolute sterility of utensils and medium, and entire exclusion of foreign infection are possible, the culture may remain pure while this inoculation and propagation are repeated over and over again. But when the propagation is carried on in the house or the dairy, for instance in preparing starters or buttermilk, such absolute cleanliness is impossible and in the long run infections will creep in from the air or from the utensils and after a while it becomes necessary to start with a new “pure culture.” How often such renewal must be resorted to depends largely upon the surroundings and the care of the operator. Usually it must be done after a week’s time, although it is surprising to find milk preparations made by the simplest processes equal in purity to those prepared with the assistance of bacteriological science and technique. This is, for instance, the case in Bulgaria, where the famous Yoghourt sour milk is prepared pure without 32special care and in Denmark where the country is fairly permeated with the lactic acid bacilli used in ripening the cream for the celebrated Danish butter and where careful buttermakers often maintain their starters for months or even for years without “renewal.”
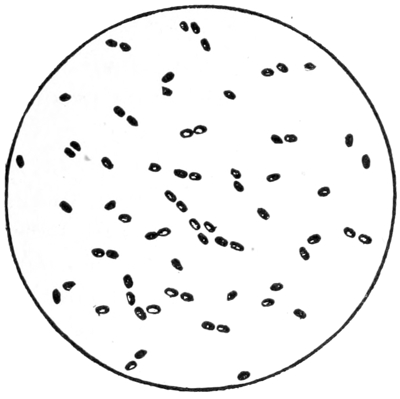
Typical lactic acid bacteria
(L. A. Rogers)
There are many different varieties of bacteria which convert sugar of milk into lactic acid, at the same time developing flavors more or less agreeable and characteristic for the various products. In the bacteriological laboratory certain species are selected which will produce the results desired for the particular purpose in view.
Starters.—Beginning with a commercial dry culture in the form of a powder as generally used in the creamery or the cheese factory as well as for the preparation of commercial buttermilk, or with buttermilk tablets as used in the ordinary household or the hospital, such culture is added to a small quantity of thoroughly pasteurized milk. If fresh, sweet skim milk is available it is preferable to whole milk as the butter-fat in the latter only interferes with the process; but either can be used.
Milk for starters should be strongly pasteurized by being kept at a temperature near the boiling point—at least 180°—for 40 to 60 minutes, then cooled to the degree at which it is to be set, usually between 65° and 3375°, somewhat higher for the first propagation with the pure culture than for the subsequent transplantings when the bacteria, more or less dormant in the dry powder or tablets, have attained full vitality. Some species of bacteria, as the Bacillus Bulgaricus, require higher temperatures—90° to 100° or even 110°—than others. The culture having been thoroughly incorporated in the milk by vigorous and repeated stirring or shaking, the milk is left at rest in an incubator or a waterbath or wrapped in paper or cloth in a warm room where an even temperature can be maintained, until it is curdled, which may take 18 to 24 hours or even longer for the first propagation.
One part of this curdled milk is now added to 5 or 10 parts of fresh pasteurized milk and set to ripen in the same way as described above, possibly at a little lower temperature, and this is repeated every day, thus maintaining the “Mother Starter.” After the second or third propagation the bulk of each batch is used as a starter in the larger lot of material to be ripened, be it cream for butter or milk for cheese or for commercial buttermilk, while a little is taken for maintenance of the mother starter as described above.
The amount of starter to prepare every day depends upon the amount of milk or cream to be ripened and the per cent of starter used in same. For instance, if you have ten gallons of cream to ripen every day in which you wish to use about 10% or 12% starter, or one gallon, take a little less than one pint of the first or second propagation for one gallon of milk; the next day use one pint of this to add to a gallon of fresh starter milk, and the remaining gallon to add to the ten gallons of cream, and so on every day.
34If you have 4,000 lbs. of milk in the cheese vat to ripen with 2% or 80 lbs. starter, prepare 88 lbs. of mother starter. If, on the other hand, you wish to make only a quart of buttermilk every day, take, say, two buttermilk tablets, crush them thoroughly in a spoonful of pasteurized milk and stir this into a tumblerful of the same milk; let stand till it is thickened the next day and use a tablespoonful of this thickened milk in a quart of fresh pasteurized milk which when ripened is your buttermilk, from which you take out a tablespoonful for starter in the next batch, and so on. In this case there is no “mother starter” except that perhaps the first tumblerful prepared with the tablets may be called so, but afterwards the starter is taken right out of the finished product every day.
The process may be modified to suit special purposes and local conditions, but the following precautions should be strictly observed: (1) to interrupt the ripening immediately by quick and intense cooling as soon as it has reached the proper point in case the ripened product is not used at once, and (2) to keep it ice-cold until it is used. If this is done, it may be kept for two or three days without deterioration if it is not convenient to make it fresh every day which, however, should be the rule.
In the first chapter the composition of cow’s milk and the nature of its constituents have been considered, the most important tests for its richness and purity have been described, and the ferments have been mentioned which instigate changes for good or for bad, together with the means at disposal for regulating their activity. To use these means intelligently in handling milk and its products is the key to the dairyman’s success.
We shall now briefly consider the various steps that are of importance in modern dairy industry.
In the first place, the farmer must furnish pure, clean, unadulterated milk, fresh from the cow and cooled immediately after milking. His cows must be healthy.
Bovine Tuberculosis.—Many milk-cows, for the very reason that they have been bred with the one purpose in view of turning all their food into milk and wasting as little as possible in building up the body, are more or less weak-chested and apt to suffer from tuberculosis. Unless this disease is so far advanced as to affect the general health of the cow, or it has spread to the milk organs, the udder and the teats, it is not so dangerous as has heretofore been supposed. It is now held by the great majority of physicians that 36bovine tuberculosis is hardly ever transmitted to grown persons and seldom to children. Neither is it hereditary. Nevertheless, wherever it is possible to have the herd tested with tuberculin, segregating, if not killing, the animals which show by reaction that they are somewhat tuberculous, it should be done. Milk from such cows should always be pasteurized.
Milk as a Disease Carrier.—A greater danger lies in the fact that, warm as it comes from the cow, milk is an ideal medium for human disease germs to grow in, and may thus become a great conveyor of such germs. For this reason it is of the greatest importance that the milkers are healthy and clean, that the udders and teats be free from dirt, and the milk pail covered as far as possible; the barn must be clean, and every source of infection excluded. This fact also points to the advisability of pasteurization. On page 23 a chart is shown, published by the Toronto Board of Health and indicating the temperatures at which various germs of disease are made harmless.
Bacterial Count.—The test for clean milk now mostly used is the “Bacterial Count,” the number of bacteria—or rather colonies of bacteria—found in a cubic centimeter of the milk. It would be better if the nature or quality of the bacteria could be taken into consideration as well as the quantity, but that being as yet impracticable, the next best thing is to depend upon the number. Ordinary good milk often contains hundreds of thousands of bacteria in a cubic centimeter, but where the greatest cleanliness is observed the number may be less than 1,000.
Certified Milk is now sold in many cities which, according to varying city ordinances, is guaranteed to 37have less than 10,000 or 20,000 or 30,000 bacteria, as the case may be.
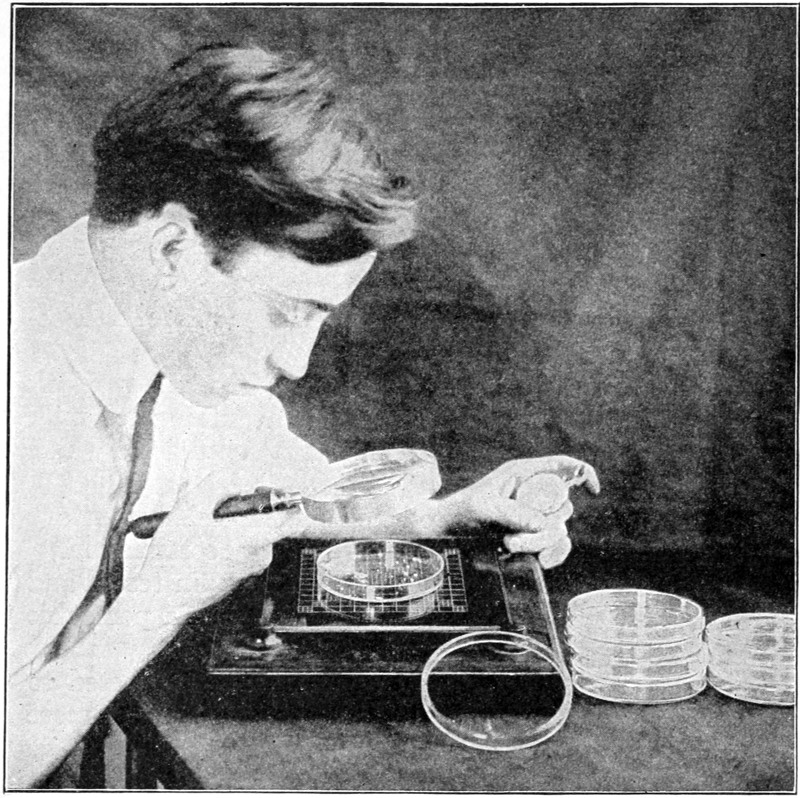
Counting the bacteria in a cubic centimeter of milk
The cost of producing certified milk places it beyond the reach of the great majority of consumers. But such care and cleanliness as can be observed by the farmer and the milkman without extra expense should 38be insisted upon, and milk which nevertheless contains a large number of bacteria can be made safe by pasteurization.
The Sanitary Code.—The regulation of the production and delivery of milk in cities and towns as well as at creameries and cheese factories, the “Sanitary Code” established by state and municipal health authorities, has been very effective in improving the quality of the supply. So enormous have been the improvements in caring for and handling the products by the large establishments engaged in the delivery of milk as to make the increase in cost seem trifling compared with the great benefit to the public health secured by these agencies.
New York State Milk Grading.—The New York State Board of Health prescribes a grading for milk offered for sale, the most important features of which are as follows:
Certified.—Must be produced under specially sanitary conditions approved by a county medical commission.
Grade A Raw.—Cows must be tuberculin tested and milk must not contain over 60,000 bacteria per cubic centimeter.
Grade A Pasteurized.—Cows must be subjected to physical examination and milk must not contain more than 200,000 bacteria before, nor more than 30,000 after pasteurization.
Other grades permitted under the rules, all subject to inspection and approval of the authorities, are:
39Deliveries must be made within a certain time after production or pasteurization, barns and milk stations are inspected, and altogether such safeguards are employed as to make the supply exceedingly safe and reliable.
City Delivery.—In villages and small cities the milk supply is still to a large extent in the hands of farmers who come to town early in the morning peddling their milk, often at considerable waste of time for horse and man. Or a number of peddlers go over the same route so that it takes a dozen wagons to cover a town where three or four could do it.
As long as there was no efficient regulation as to price and quality such waste was perhaps unavoidable, as competition on the part of the producers and distributors was the only means of protection for the consumers. But lately state and municipal control is being exercised to such an extent as to largely eliminate the danger of poor milk and exorbitant prices. Further development of organized delivery systems so much to be desired for sanitary as well as for economical reasons, may be looked for as soon as normal conditions return after the close of the war. The delivery of milk is one of the things that in the interest of public health must be under the strictest official control, and co-operation between farmers and consumers is the logical system for elimination of unnecessary expenses of distribution and for prompt and satisfactory service. Their interests are or should be identical and both classes are hurt by inefficient and wasteful delivery.
In the large cities there has grown up an industry which largely monopolizes the milk supply and which until lately was powerful enough to dictate prices and 40conditions both for producers and consumers. Several attempts have been made from time to time by farmers to combine to regulate prices and dictate the terms to the middlemen. Such attempts have, however, invariably failed as long as they were built on false economic principles and prompted by selfish interests only. No farmers’ association can be strong enough to ignore the law of supply and demand, and it is only quite recently that the Dairymen’s League has succeeded in influencing the market by taking into consideration the actual cost of production of milk as worked out by the agricultural colleges, and fixing the price on a scientific basis. There is one other element entering into the causes on which the price to the consumers depends, namely, Transportation, and while municipal boards of health are looking after the sanitary conditions and prevention of adulteration, State and Federal authorities are stepping in as moderators or arbitrators to reconcile the interests of the Producers, the Railroad Companies, the Distributors and the Consumers. The next step in the development will no doubt be towards full co-operation between producers and consumers and, to a large extent, elimination of the “middlemen.”
It should not be forgotten, however, that while the much abused middlemen in time past have been able to dictate terms and prices and have often abused the privilege; they have at the same time used their influence and power to improve the milk supply. As the supply of oil and gasoline has been perfected and cheapened by the all-powerful Standard Oil Co. as a monopoly crushing all competition, so the “Milk Trust” has improved the distribution of milk and has built up the 41magnificent sanitary plants in which milk is handled, pasteurized, bottled and distributed in a way that might not have been possible without the monopoly. It has served a good purpose, but has at the same time acquired such power that official control has become necessary for the protection of producers and consumers alike, and the time may be near when these two classes will combine and take the matter into their own hands so that the distribution may be done at actual cost.
Milk station in the country where milk is received from the farmers to be shipped to the city
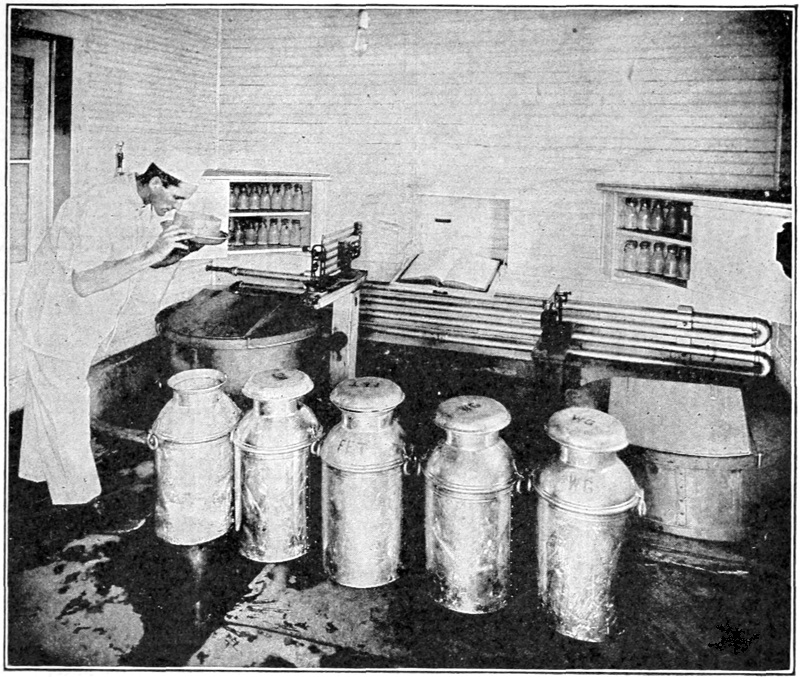
Milk Stations are plants erected in dairy sections in the country either by the city milk supply houses or by co-operating farmers, where the milk is delivered and handled so as to make it ready for shipment to the city. As in the creamery and the cheese factory, the milk is carefully examined and, if it is not sweet and pure, it is rejected and sent back to the farm. Any impure flavor remains in the cover for some time and is easily detected by smelling of the cover as soon as it is removed from the can.
A sample is taken and put aside for the Babcock test and perhaps another for the Fermentation test. Each farmer’s milk is weighed in the Weigh Can and run through a cheese-cloth strainer. The further treatment varies in different plants. The milk may simply be cooled by running it over a cold water or brine cooler and placing it in shipping cans in the refrigerator or in ice water until the milk-train comes along to pick up the cans. Or it may be clarified by running it through a centrifugal machine, the same as a separator, in which, however, cream and milk are not separated, but impurities are thrown out by the centrifugal force and deposited on the wall of the bowl, and the purified 43milk may then be pasteurized and bottled before being shipped to the city.
Receiving milk at the milk station
Arriving in the city in iced cars the milk is taken to one of the elaborate plants in which it is pasteurized and bottled, if that has not been done at the country station. The machinery used in these plants is getting more and more perfect and expensive and leaves little to be desired as to sanitary requirements and economy in handling. Pasteurizers, bottling machines, bottle-washing 44machines, conveyors, etc., are wonders of ingenuity, and one needs only to see one of these modern plants to understand that in a large city milk can only be handled to advantage in expensive establishments.
Skim Milk is one of the cheapest of foods and under proper regulations its sale should not be prohibited. The reason why in times past skim milk has been discredited and excluded from sale was that, as produced by the old methods of raising the cream, before the advent of the separator, it was always more or less old and sour before it was available and certainly before it could be distributed to consumers. Under such conditions it was hardly ever fit for human food. But when produced by the separator and pasteurized and cooled immediately after—within a few hours after milking, which is entirely feasible—it is an excellent and nutritious food for adults and even for children over two years of age. Ripened with a pure culture of lactic acid bacteria, it makes a healthful, refreshing drink, like buttermilk. Only when it is allowed to sour without proper care or control does skim milk, as whole milk does, become unfit for food or drink. On a cold winter morning when men are going to work (or perhaps are looking for work which they cannot find), and children are on their way to school, often underfed, a street-corner wagon or stand where boiling hot, fresh, sweet skim milk might be distributed at a cent or two a glass would be a blessing in any city.
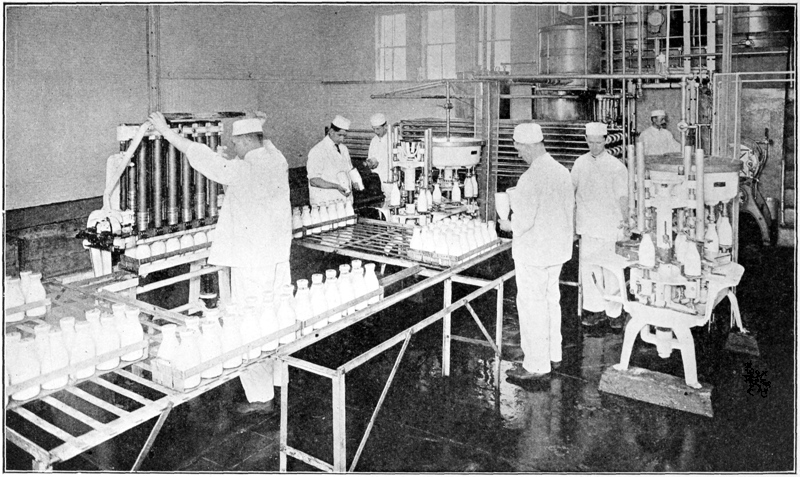
Pasteurizing and bottling milk in a Borden plant
When new milk is left at rest the cream will rise to the top and after 12 to 24 hours a cream-line can be seen in the bottle. This cream-line is sharper 46and more easily seen in raw milk than in pasteurized milk and its absence is not always a sure sign of lack of richness or purity of the milk. By cooling the milk thoroughly so that it will keep, almost all the cream will be at the top in forty-eight hours and can be skimmed off. The cream can be used for coffee or on cereals or fruits or puddings; the skim milk left will still hold ½% or more of butter-fat and can be used to drink or for cooking.
The Separator.—On the farm or in the creamery the cream is no longer raised by gravity, that is, by letting the milk “set” either in shallow pans on the kitchen shelf or in deep cans in ice water, but the fresh, warm milk is run through the separator in a continuous stream.
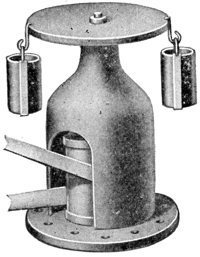
Early conception of the separator
It was noticed that the rising of the cream due to the difference in specific gravity between the butter-fat and the milk-“serum” (the watery solution of the other constituents) might be greatly hastened by subjecting the milk to centrifugal force. This physical phenomenon was taken advantage of in the first conception of the separator where it was shown that if a pail of milk was whirled around like a stone in a sling the heavier milk-serum would be thrown towards the bottom of the separator pail with so much greater force than the lighter cream (butter-fat mixed with a small part of the serum) that the separation which would take 48 hours in the milk at rest, could be accomplished in a 47few minutes when exposed to centrifugal force. From this early crude attempt the continuous bowl-separator was developed and still later a number of divisions in the bowl were designed which increased the capacity and efficiency of the machine wonderfully. The most successful separator was designed by Dr. Gustaf De Laval of Sweden and the machines bearing his name are used all over the world where butter is made. But there are many other excellent separators on the market.

Dr. Gustaf De Laval of Sweden, inventor of the separator bearing his name
In the machine the milk is separated instantaneously by centrifugal force and runs out through two tubes, one for cream and the other for skim milk. A small modern hand machine will take care of from 200 to 1,000 lbs. of milk an hour, and power machines are built to separate 6,000 lbs. or more. By regulating the cream-outlet a heavier or lighter cream can be produced.

Hand separator
Suppose we are separating some milk containing 4% butter-fat. If ⅛ of this milk is separated out as cream and contains all the butter-fat, the cream will be eight times as rich in butter-fat as the original milk; 32% of the cream will be butter-fat. Such cream is called “32% cream.” If we take ¼ as cream, we get a 48cream four times as rich as the milk, a “16% cream.” So out of 100 lbs. of milk we can take 12½ lbs. (⅛) of 32% cream, 25 lbs. (¼) of 16% cream, etc.
Although the skim milk is really valuable as a food, it is worth but little commercially; the cream containing the butter-fat is the expensive part of the milk, and we must be prepared to pay for the cream all that the milk would have cost.
Percentage of Butter-Fat.—The “richness” of cream or milk and their value depend upon the amount of butter-fat in them. So cream or milk is often called “30% cream” or “20% cream” or “4% milk” according as 30% or 20% or 4% of the fluid is butter-fat; 30% cream is quite rich; ordinary market cream varies between 18% and 40%, though it may fall below 18%, or it may be sold as a very expensive article as high as 60%. Rich milk may contain more than 6% of butter-fat and skim milk less than 0.1 of one per cent. The average for good whole milk is between 3% and 4½%.
For a long time scientists and scientific dairymen were the only ones to speak of milk and cream in terms of percentage of butter-fat. Now, however, people are beginning to realize how valuable a part of the milk the butter-fat is and are paying more attention to the actual percentage of butter-fat in the cream or milk they use. So it is no longer unusual to see a dairyman advertise cream of a certain percentage or to hear a housewife ask for it specifically.
Standardizing Cream.—For ice cream or for preparing modified milk for babies, it is often desirable to dilute rich cream to a certain lower standard. The following simple steps can be taken to find out how much milk to add for diluting:
491. From the test—fat-percentage—of the rich cream subtract the test desired.
2. From the test desired subtract the test of the milk used for diluting.
3. Divide the first difference by the second, and the result will be the number of pints (or pounds) of milk to be added for each pint (or pound) of the rich cream.
For instance, you may want to thin some 30% cream to 10% for making ice cream. The milk to be added is skim milk. Then:
1. 30 - 10 = 20.
2. 10 - 0 = 10.
3. 20 divided by 10 = 2. So for each pint of rich cream you may add 2 pints of skim milk.
Or you may wish to thin the 30% cream with whole milk, which has 4% butter-fat. Again:
1. 30 - 10 = 20.
2. 10 - 4 = 6.
3. 20 divided by 6 = 3⅓. So you may add 3⅓ pints of the whole milk to each pint of the 30% cream and still have a 10% cream.
Pasteurized Cream does not look as rich as raw cream, and fresh, sweet cream appears to be thinner than when it is 24 hours old and slightly ripened. So it is well, when buying cream, not to judge by appearances. Demand of the milkman that he furnish you cream of a certain percentage of butter-fat and see to it that you get what you pay for. If you have no Babcock tester the milk inspector will test the cream for you.
Whipped Cream.—For whipping, cream must be fairly rich, from 24% to 32%, and it must be cold. Fresh, sweet cream does not whip as readily as that 50which has been kept for 12 or 24 hours in ice water. There is no other secret connected with the process. Use a rich cream, suitably cooled and aged, and with a good beater there can be no trouble in getting a fine, stiff whipped cream. If the cream is too thin or too warm it may not become stiff. Sometimes, when it is beaten too long, it turns into butter and buttermilk.
Installation in a Danish creamery.
From the separator at the right the cream runs through the continuous pasteurizer which forces it up over the cooler whence it runs into the cream-vat at the left.
(From Boggild—Maelkeribruget i Danmark)
Emulsified Cream.—One of the recent additions to the already elaborate machinery used in the creamery, the milk supply or the ice cream business, is the Emulsifier. To be sure, emulsifiers were used thirty to forty years ago to mix animal and vegetable fats—oleomargarine oil, lard and cottonseed oil—into skim milk for “Filled Cheese” or for Butterine, but lately they are serving new purposes in the milk industry. By forcing 51melted butter-fat or oil mixed with water or skim milk through exceedingly small apertures under high pressure, or otherwise breaking up the mixture, an emulsion can be formed in which the fat globules are much finer even than those in natural milk or cream, and separation can be prevented. The force used in these emulsifiers may be produced by powerful pumps, or a steam jet, or centrifugal force under high speed; whichever system is used the machines answer the same purpose, to produce a permanent emulsion in which the oil or fat will stay in suspension even after cooling. In some milk supply plants and ice cream factories all the cream is emulsified and the system has especially been applied since the advent of the milk powder. It is now a not infrequent practice to run the new milk through the separator, make sweet, unsalted butter from the cream, and milk powder from the skim milk, and to ship or store these products separately where or until cream is wanted and then bring them together again by running them through the emulsifier with a suitable amount of water. At first thought this process would seem impractical and uneconomical. But it has proven good business because in many cases and places skim milk powder and butter keep better separately or can be shipped at long distance to better advantage than new milk or cream or condensed milk. In ice cream factories business may be dull in cold weather and cream is perhaps not provided and not available, when suddenly a hot spell brings orders for large quantities. With a stock of skim milk powder and butter on hand in the refrigerator, and an emulsifier to mix these products, cream can be produced on short notice and there will be no danger of shortage.
Ice cream has fast become the national dessert served on all festive occasions, winter and summer. Originally it meant a frozen mixture of sweetened and flavored milk and cream, but the name has long been applied to all kinds of frozen delicacies in which cream enters as a constituent. Not even there has the line been drawn, but gums, gelatine, cornstarch, eggs and other “fillers” have been substituted or added to thicken the mixtures and give “body” to “creams,” which have but little relation to the genuine emulsion of butter-fat from cow’s milk. Standardization has been attempted by National and State food authorities with varying success of enforcement. While the application of the name to a great variety of frozen desserts has no doubt become legitimate by long usage it may properly be demanded that as an article of merchandise “ice cream” shall contain at least 8% to 12% butter-fat and that no ingredients dangerous to health enter into its manufacture.

Hand freezer
Freezers.—The freezing is usually done by contact of the material with metal cooled on the other side by a “freezing mixture” of salt and ice which produces temperatures far below the freezing point of water 53while air is whipped into the cream by the rapid motion of the beater. A great variety of excellent freezers of this kind for hand or for power are on the market which answer the purpose for making ice cream at home or at the ice cream parlor.
Coarse-grained salt and crushed ice, mixed in the proportion of 1 part salt to 4 parts of ice, are constantly filled into the space surrounding the ice cream can, and the brine produced by the melting of the mixture is gradually drawn off from the tub. In a good freezer the operation should not take over fifteen minutes. When the cream is frozen to a soft mush, stop the beater and scrape down the hard particles which may have accumulated on the sides of the can, add any ingredients which may be better incorporated at this stage than mixed into the original material, such as crushed fruit or preserves, and finish the freezing without carrying it too far.
Remove the beater, stir the cream which should still be soft enough to handle, and pack in ice with only a little salt. Or the cream may be transferred from the freezer can to the shipping can and packed in it. If bricks are wanted the soft cream is packed in molds of the desired shape and size and buried in the freezing mixture to harden.
In modern ice cream factories Brine Freezers are generally used. In a Refrigerator Plant intensely low temperatures are produced by the vaporizing of compressed ammonia or carbonic acid in an ice machine, and brine circulating in iron pipes is cooled by such medium and may, in turn, cool the air in the Cold Storage room, or the cream in the freezer, or pure water in metal boxes for the manufacture of Artificial Ice. 54It has been attempted to make the brine freezers continuous, the cream mixture being fed into the machine at one end and discharged frozen at the other. But this system has not so far been successful, and intermittent or batch freezers are most practical yet both for hand and for power.
Power brine freezer
Rich material, frozen in a good machine, whether intermittent or continuous, will expand from 50% to 100%, and the original material should not fill the freezer can more than half full.
The manufacture of ice cream has been the subject of study and experiments for years in the Dairy Department of the Agricultural College at Ames, Iowa, where Professor M. Mortensen has worked out a comprehensive classification from which any manufacturer 55may readily choose his formulas, modifying them to suit his local conditions and special problems. The outline kindly furnished the author by Professor Mortensen is so interesting and instructive as to be well worth copying substantially in full, leaving out the “Ices” in which no milk or cream is used and which are therefore not of special interest in connection with the purpose of this book—the use of more and better milk.

Ice cream factory
Considering the work of former writers as well as names used by business men, the following classification was worked out by the station:
| I. | Plain Ice Creams. |
| II. | Nut Ice Creams. |
| III. | Fruit Ice Creams. |
| IV. | Bisque Ice Creams. |
| V. | Parfaits. |
| VI. | Mousses. |
| VII. | Puddings. |
| VIII. | Aufaits. |
| IX. | Lactos. |
I. Plain Ice Cream is a frozen product made from cream and sugar with or without a natural flavoring.
Formulas are given for making ten gallons of finished ice cream.
Vanilla Ice Cream:
Chocolate Ice Cream:
Maple Ice Cream:
57Caramel Ice Cream:
Coffee Ice Cream:
Mint Ice Cream:
II. Nut Ice Cream is a frozen product made from cream and sugar and sound non-rancid nuts.
Walnut Ice Cream:
According to this general formula the following nut ice creams may be prepared by substituting different kinds of nut meats:
At times pistachio ice cream is made from oil of pistachio instead of from the nuts. If thus prepared, it will come under the head of plain ice cream.
58III. Fruit Ice Cream is a frozen product made from cream, sugar and sound, clean, mature fruits.
Strawberry Ice Cream:
Employing the same formula the following creams may be made by merely substituting other fruits and berries for the strawberries. The amount of sugar may be varied according to the acidity of the fruit.
Preparation of lemon and orange ice creams cannot be included under this general rule. These creams may be prepared as follows:
Lemon Ice Cream:
Orange Ice Cream:
IV. Bisque Ice Cream is a frozen product made from cream, sugar and bread products, marshmallows or 59other confections, with or without other natural flavoring.
Macaroon Ice Cream:
From this formula we can make:
V. Parfait is a frozen product made from cream, sugar and egg yolks with or without nuts or fruits and other natural flavoring.
Walnut Parfait:
From this formula by substituting the nut meats we can make:
By substituting the same proportion of fruits as are used for fruit ice cream, for the vanilla extract and nut meats, fruit parfaits such as strawberry, raspberry and cherry parfaits and others may be prepared.
60Coffee Parfait:
Maple Parfait:
Tutti-Frutti:
VI. Mousse is a frozen whipped cream to which sugar and natural flavoring have been added.
Cranberry Mousse:
From the same formula combinations may be made with various other fruit juices and natural flavors, such as coffee, vanilla, maple, caramel, pistachio, etc.
Sultana roll, as indicated by the name, is made in a round mold. The center of the mold is filled with tutti-frutti, and the outside with pistachio mousse.
VII. Pudding is a product made from cream or milk, with sugar, eggs, nuts and fruits, highly flavored.
61Nesselrode Pudding:
Manhattan Pudding:
Plum Pudding:
VIII. Aufait is a brick cream consisting of layers of one or more kinds of cream with solid layers of frozen fruits.
Fig aufait may be made from three layers of cream of various flavors with two layers of whole or sliced figs. It is most satisfactory to slice the figs lengthwise in halves.
Other aufaits may be made from a variety of preserved 62fruits and berries and combined with different creams.
IX. Lacto is a product manufactured from skimmed or whole sour milk, eggs and sugar, with or without natural flavoring.
Formulas for lactos may be found in Bulletin No. 140 published by the Ames Station.
As an example, the following mixture will make 5 gallons of
Cherry Lacto:
“Lacto Milk” is the same as described under “Commercial Buttermilk” and “Thick Milk,” pages 81 and 82.
The sugar is first dissolved in the lacto milk. The eggs are then prepared. The whites and yolks are kept in separate containers and each lot is beaten with an egg beater. Both the yolks and whites are then added to the milk. The mixture is thoroughly stirred and strained through a fine wire gauze. The fruit juices are added last. The freezer is now run until it turns with difficulty when the paddle is removed. The brine is removed and the freezer repacked with ice and salt and left for an hour before the contents are served.
Orange, Mint, Pineapple, Maraschino, Raspberry or Grape Lacto may be prepared by substituting any of these flavors for the Cherry.
X. Ices are frozen products made from water or sweet skimmed or whole milk, and sugar, with or without eggs, fruit juices or other natural flavoring.
Ices may be for convenience divided into sherbets, milk sherbets, frappes, punches and souffles.
Milk Sherbet is an ice made from sweet skimmed or 63whole milk with egg albumen, sugar and natural flavoring, frozen to the consistency of ice cream.
Pineapple Milk Sherbet:
Milk sherbets of various flavors may be prepared according to above formula by substituting other flavorings.
The formulas presented above have been given mainly for the purpose of making clear the difference between the various groups. Numerous other formulas may be prepared on the same general outline.
Prof. Mortensen’s formulas are mostly made out for ten gallons of ice cream. It is hardly necessary to call attention to the fact that they can easily be adapted to any smaller quantities by reducing each of the ingredients alike. For instance, to make:
1 gallon of Plain Vanilla Ice Cream, divide the figures given above by 10 and use:
To make:
1 quart of Strawberry Ice Cream, divide by 40 and use:
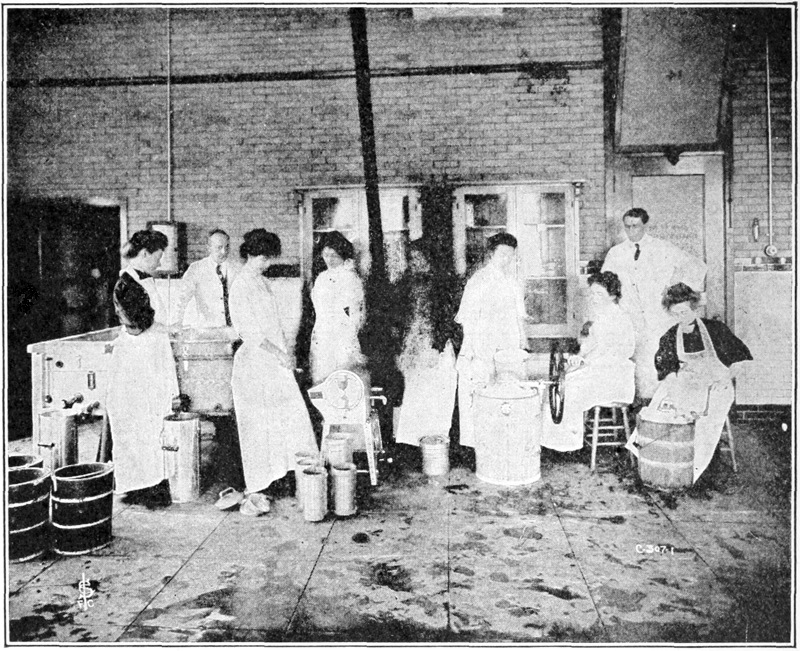
Professor Mortensen, behind the vat at the left, giving a lesson in the making of ice cream at Ames
It will be noticed that in the formulas worked out at Ames as above, very rich cream is used,—with a fat contents of 25% or 30%,—which makes exceedingly rich ice creams and great expansion in freezing. The ordinary ice cream maker will usually employ cheaper material, mixing some milk in the cream and standardizing the material to suit his local trade. Also most housekeepers making ice cream at home will find it convenient and economical to use a mixture of milk 65and cream and in doing so one must not expect so much expansion.
In many places outside of dairy sections cream is scarce and condensed milk is substituted to a large extent. Lately milk powder has come into use and Emulsified Cream has become popular. Skim-milk powder and unsalted butter may be kept in stock and be available at any time, and by means of an Emulsifier they are united again into a product identical with the milk or cream from which they were originally separated.
Junket Ice Cream.—By setting a mixture of milk and cream with a solution of Junket Tablets and allowing it to jelly before freezing, the body of the cream may be improved so that a material of comparatively low fat-percentage will make a very good ice cream, rich enough for most people and especially well suited for invalids and children. Ice-cold milk or cream is rather hard to digest for a weak or delicate stomach because the action of the rennet in the digestive juice is imperfect and slow except at blood-temperature. In Junket Ice Cream, however, such action takes place before it is eaten and the digestive ferment of the stomach is relieved of that function. For that reason Junket Ice Cream is considered healthier than the ordinary frozen products and may be indulged in freely by children and invalids.
The following are examples of tested Junket Ice Creams:
Dissolve two Junket Tablets in a tablespoonful of cold water, heat two quarts of milk and one pint of cream lukewarm in which has been dissolved one cup of sugar and two teaspoonfuls of vanilla 66flavor, then add the dissolved Junket Tablet, stir quickly for one-half minute and pour into ice cream can, let stand undisturbed ten or fifteen minutes or until set. Pack with ice and salt and freeze.
Excerpt from an article by Alice Bradley in “Woman’s Home Companion”
This is the best ice cream for the money that we know. It may be made ready for the freezer early in the morning, and kept in the ice box until it is convenient to freeze it. It is quite possible to utilize cream that is not perfectly fresh.
Put in the can of the freezer one pint of milk, one-half cup of heavy cream, one-third cup sugar, one teaspoonful vanilla, one-half teaspoon of almond extract, a few grains of salt, and vegetable color paste to make a delicate green color. Set the freezer in a pan of hot water. As soon as the mixture is lukewarm, add one Junket Tablet dissolved in one tablespoon cold water. Mix thoroughly and let stand until firm. Put in the ice box until ready to freeze, then put can in the freezer tub, adjust the crank, put in three small measures of ice that has been crushed in a heavy bag or shaved fine with an ice shaver, cover this evenly with one measure of rock salt, add three measures more of ice and one of salt, let stand five minutes and then turn the crank of the freezer for about ten minutes, when it may be turned a little more rapidly. Continue the turning until the mixture is firm.
Remove the dasher, pack ice cream solidly into the can, surround with four measures of ice to one of salt, cover with heavy burlap bag or newspaper and keep in a cold place until needed. Be sure the opening in the side of the freezer tub is not plugged up, so that any surplus of salt water will drain off instead of getting into the freezer. It may be necessary to repack the freezer if the cream is frozen very long in advance of the meal. The cream may be put into a mold, set in the fireless cooker kettle, surrounded with ice and salt and left in the fireless cooker all day. Peel peaches, cut in thin slices, sprinkle with sugar and set in the ice box to chill. To serve, place peaches in chilled dessert glasses, cover with ice cream and garnish each with a candied cherry.
67In the following recipes the cream is added after the junket prepared from mixtures of milk, sugar and flavors has been partly frozen, a method which is preferred by many.
Make a cup of very strong coffee, add it to two quarts of warm milk in which one cup of sugar has been dissolved, taste in order to see if the flavor is strong enough, add three dissolved Junket Tablets, stir quickly for one-half minute, pour into ice cream can and let stand undisturbed ten or fifteen minutes or until set. Pack with ice and salt; freeze to a thick mush before adding one pint of cream, then continue freezing.
Heat two quarts of milk lukewarm in which has been dissolved one cup of sugar and two teaspoonfuls of vanilla flavor, add two dissolved Junket Tablets, stir quickly for one-half minute and pour into ice cream can, let stand undisturbed ten or fifteen minutes or until set. Pack with ice and salt; freeze to a thick mush before adding one pint of cream and crushed and sweetened peaches, then continue freezing. Save the needed amount of peaches to serve on top of ice cream.
Frozen pudding, strawberries, bananas, or pineapple, may be added in this way when making any Junket Ice Cream.
Heat two quarts of milk lukewarm in which has been dissolved two cups of sugar, then add two dissolved Junket Tablets, stir quickly for a minute and pour into freezer can, let it stand ten or fifteen minutes before packing with ice and salt; freeze to a thick mush, then add juice and grated rind of six oranges and continue to freeze.
68Raspberry Sherbet may be made in the same way by substituting for the juice and rind of oranges one quart of crushed and sweetened raspberries, and
Pineapple Sherbet by substituting two cups of grated and sweetened pineapple.
When cream is scarce many housekeepers substitute a mixture of eggs and milk. The following is a good standard recipe which can be varied by using different fruits and flavors the same as in any of the above combinations.
Scald milk, add sugar, then add the well-beaten eggs. Cook until thick, remove from fire and cool. Be careful not to cook too long or it will curdle. Then add the cream and vanilla and freeze.
As everybody knows, butter is one of the oldest and most important products of the dairy industry and since the middle of the nineteenth century, when science was first applied to it, the art of buttermaking has gradually been developed to a high degree of perfection, while the taste for fine butter has grown apace with its manufacture.
Between 1840 and 1850 the large estates in Holstein, then connected with Denmark, were known for their fine dairies and excellent butter, made in a practical way without much attention to the reason for the rules that were gradually worked out.
A class of superior dairymaids was educated on these large farms, many of whom were hired by progressive farmers on the Danish islands where an effort was made at that time to introduce better methods of dairying.
The practical handicraft of these imported expert dairymaids was supplemented and regulated by the scientific work of Professor Segelcke and his pupils and from the Sixties buttermaking became an art in Denmark which was subjected to the most searching study and improvements. Danish butter soon captured the English market where previously Isigny (from Northern France) and Dutch butter had commanded the highest prices, and Danish sweet butter put up in sealed tin cans also became known all over the world as the only butter that would stand export to the Tropics.
In this country Orange County, N.Y., first produced a high-class article and, later, Elgin, Ill., became the center that stood for the top of perfection. Thence the industry soon spread over the middle western states, 70largely populated by Scandinavian immigrants many of whom were skilled buttermakers, educated in the old countries. Even up to this day it is noticeable that the list of prize winning buttermakers at the National Dairy Shows and other exhibitions is largely made up of Scandinavian names. In Minnesota, for instance, as fine butter is now made as anywhere in the world.
Dairy Butter.—In the early days of the industry butter was made at home on the farm. The milk was set in shallow vessels,—in the Holstein and Danish dairies in wooden tubs 24 inches in diameter placed on the stone or concrete floor in the milk-vault, a cool cellar partly underground,—or in tin pans on the pantry shelf. After 36 to 48 hours the cream was skimmed off with a flat scoop, often both cream and skim milk being sour.
About 1860 the deep tin can was introduced, set in cold running water or, where ice was available, in ice water. This was a great improvement over the shallow setting system. It was now possible to raise most of the cream in 24 hours leaving not to exceed ½% butter-fat in the skim milk, and to have both cream and skim milk sweet.
Centrifugal Creaming.—But the climax of perfection was not reached until the separator (see under Cream) was invented about 1879 and cream was raised instantaneously. For a long time it was the object of the manufacturers to produce power separators of larger and larger capacity, handling from 6,000 to 10,000 lbs. of milk an hour.
Co-operative Creameries were established, taking in 20,000 lbs. of milk and more a day. But in thinly settled sections where the roads were poor it was expensive 71to haul the milk a long distance to the creamery and hand separators were introduced, each farmer skimming his own milk fresh from the cows and delivering the cream, only, to the creamery. This system has the advantage of leaving the skim milk on the farm in the very best condition for the calves and hogs and of saving time and expenses in transportation. It has the disadvantage that many farmers can hardly be expected to handle all of these separators as skilfully and cleanly as the creamery expert can run his one or few machines, and consequently that the skimming is more or less imperfect—more butter-fat being left in the skim milk and more impurities in the cream than in the whole-milk creamery. But in practice the advantages of the hand separator and cream-gathering system seem to be greater than the disadvantages and it is rapidly taking the place of the whole-milk creameries.
Ripening the Cream.—Butter may be made by churning whole milk, but usually it is made from cream that has been “ripened” or soured by standing for about 10 hours at a temperature of from 65° to 75° F. Modern buttermakers often pasteurize the cream and then add a “starter” to sour it. By preparing the starter with a pure culture of lactic acid bacteria one can get the desired acidity and aroma, and exclude undesirable flavors (as to Pure Cultures and Starters, see under “Bacteria” and “Commercial Buttermilk”).
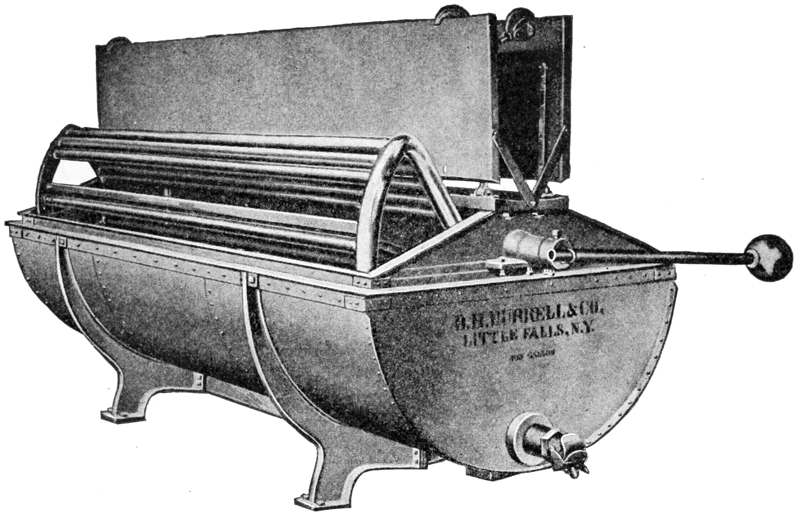
Sanitary Cream Ripener showing coil swung up into cleaning position
The process of ripening requires considerable skill and attention and is one of the most delicate functions the buttermaker is called upon to perform. In the first place the cream must be faultless, sweet and pure 72before it is set to ripen, so the buttermaker will have full control of the fermentation. For, if it is already turned or partly fermented, no skill will avail to bring it back to perfection. But with a first class, pure cream the operator has it in his power to turn out perfect butter. In the big western creameries cream is often collected from farms at a distance of a hundred miles or more and in warm weather such cream is likely to arrive at the central plant in more or less advanced condition. It is therefore difficult for the centralizers to make really first-class butter while the “whole-milk creamery” as well as the farmer handling his own milk are in position to control the ripening from the beginning,—starting with pure material and being 73able to develop the desired flavor and acidity in the cream.
After adding the starter to the cream it must be kept at a uniform temperature of 65 to 75° during the ripening process and it must be watched carefully and occasionally stirred gently until the consistency, aroma and acidity are as desired. Then it should be cooled quickly to stop further fermentation and if it is not to be churned at once it should be kept cold until churning time. Usually it is safer to set the cream in the morning and hasten the ripening so it will be completed in the evening rather than to leave it overnight warm. For, if it is finished in the evening, the cream may be cooled and placed in ice water overnight and one is sure to have it in good condition for churning in the morning. But it is quite feasible for the experienced operator to regulate the process so the cream will not be fully ripened in the morning until he is on hand to watch it and see that the process does not go too far. Taste and smell will tell when it is just right, and the acid test may also be applied to determine when to stop the fermentation. An acidity of .5% is usually desired. When the condition is right, chill the cream, cooling it to below 50°—preferably down towards 40°—and leave it in ice water or in the refrigerator until churning time; then temper it to the proper temperature for churning.
Even if it is to be churned soon after the ripening is completed it is best to chill it and then raise the temperature to the point wanted for churning. This gives a better “grain” and “body” to the butter than if the ripened cream is just cooled to the churning temperature, and is especially desirable when the cream has been pasteurized.

Branch of the Annatto tree
Coloring.—When the cream is ready it is poured into the churn and a little butter color is added. Some people prefer butter very light or even uncolored, but usually 1 to 2 teaspoonfuls of a standard butter color[5] to 10 gallons of cream will be found right, varying 75according to the season and the breed of cows furnishing the milk. The butter-fat in Guernsey and Jersey milk is naturally highly colored, while that in Holstein milk is comparatively white. When the cows are on fresh pasture in the early summer the butter-fat is more highly colored than when they are on dry food. The amount of coloring to be added to the cream is regulated to overcome such variations and make the butter of uniform color all the year round.
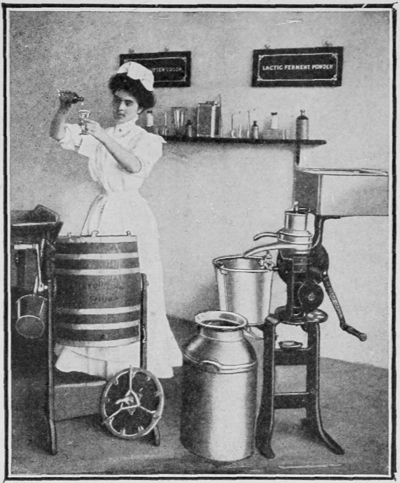
Adding the butter color
Churning.—Hundreds of varieties of churns have been constructed from time to time; 2,000 years ago Pliny described the old dash churn much the same as still occasionally used on the farm, and the principle 76involved in the process has not been changed. The object is to make the fat globules conglomerate into grains that can be collected and leave as little butter-fat as possible in the buttermilk.

Old Arabian churn made out of the skin of a goat
Ancient churn
Danish churn
The best temperature for churning varies from 48° to 56° and must be determined by local conditions and experience. To allow plenty of room for the cream to shake about, the churn should not be much more than half full. When the globules of fat suspended in the milk stick together and form granules as large as good sized pin-heads it is time to stop the churn and drain off the buttermilk. If the butter fails to “come” in half an hour or forty minutes it may be because the cream in the churn is too warm or too cold. A little cold or warm water, as the case may be, can be added as a simple remedy.
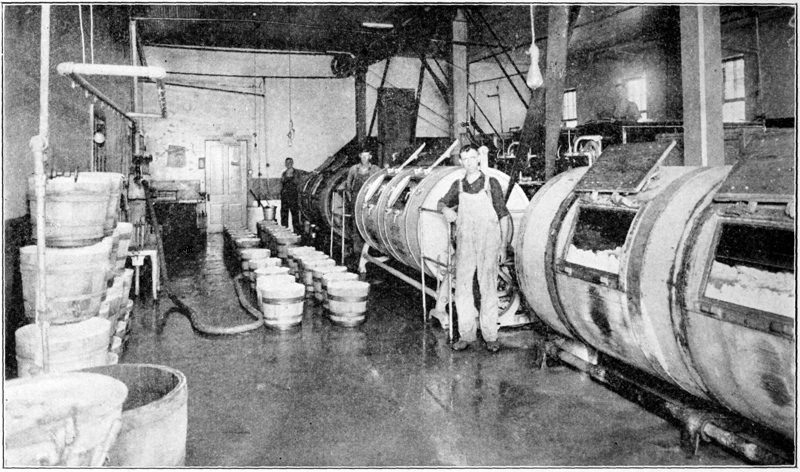
Churning room in a large modern creamery
Toward the end of the process care must be taken that the churn is stopped at the right moment, when 78the butter will separate clear from the buttermilk. After the buttermilk is drawn off pure cold water is poured into the churn and the butter granules are rinsed in it. This water again is drawn off and fresh cold water put in.
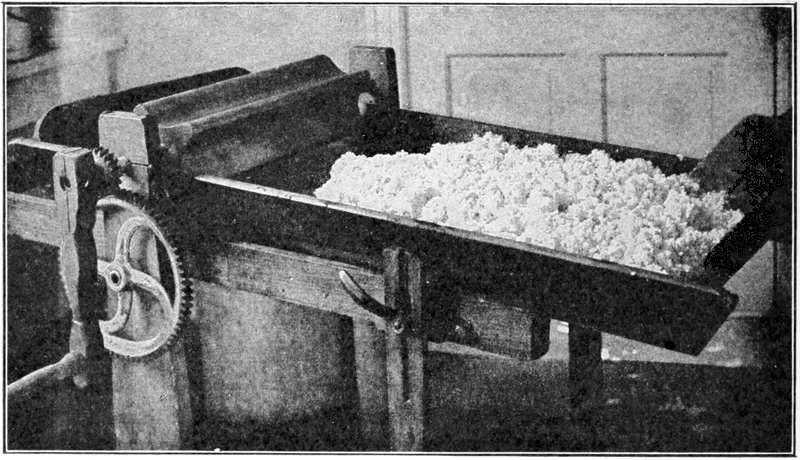
Butter worker
Working the Butter.—The butter can now be taken out with a sieve and worked on the butter-worker, or it may be worked in the churn. “Working” the butter consists in squeezing out the buttermilk and kneading the butter into a smooth but not “greasy” mass. If it is too warm and if it is worked too much, with a sliding motion instead of just pressing, the butter is apt to become greasy. If there seems to be any danger of greasiness, it is better to stop and put the butter in a cool place for a few hours to recover its elasticity. The working can then be finished safely.
79Salting.—During this working process salt is added and thoroughly distributed and worked in. About half an ounce of salt is used for a pound of butter.
Composition of Butter.—When finished, the butter ought not to contain more than 12% to 15% of water, and there should be at least 80% of butter-fat. If all the butter-fat originally in the milk could be taken out in the butter, 100 lbs. of 4% milk should yield 4.88% (4.88 lbs.) of butter with 82% butter-fat. But a little is lost in the skim milk and more in the buttermilk, which usually contains ½% fat, so that about 4½ lbs. is all the butter that can be expected from 100 lbs. of milk.
Overrun.—Creamery men are much interested in the “Overrun” which means the increase from the churn over the amount of fat in the milk. For instance, if a quantity of milk containing 100 lbs. butter-fat as shown by the Babcock Test produces 114 lbs. of finished butter, the overrun is 14%. The buttermaker who gets the largest overrun by reducing the loss of butter-fat in the skim milk and the buttermilk to a minimum, keeping the percentage of water in the butter just below 16%, and yet producing high scoring butter, is considered most efficient.
Packing.—For the market, butter is packed in tubs or stone jars. Or it is molded in neat one-pound bricks and wrapped in parchment paper.
Sweet Butter.—Real “sweet” butter is churned from fresh, sweet, unsoured cream. But usually the name is given to the unsalted and uncolored butter that many people relish. Without the salt it does not keep as well as ordinary butter, and must be eaten quite fresh. Well-made salted butter will keep for months 80with ordinary care, and in cold storage it may be kept a year. But when it comes out of cold storage it must be used within a few weeks, for butter, like other cold storage foods, will soon spoil and become rancid when it is exposed to a higher temperature for any length of time.
Renovated Butter.—Butter that has become old and rancid can be “renovated.” The butter is melted and the butter-oil washed,—aërated in the renovating plants,—and then churned with fine-flavored sour skim milk. From the sour skim milk it gets back its old butter flavor. The granular physical consistency of fresh butter is gained by pouring the emulsified mixture over cracked ice or into ice water. By the time the excess of “buttermilk” has been removed by working, and salt has been mixed in, the renovated butter may be almost as good as fresh creamery butter.
Oleomargarine or Butterine is made in much the same way. A mixture of beef-fat (the soft part of beef-tallow) and lard and cottonseed oil is churned with sour milk and worked and granulated like renovated butter. For the better grades, some of the finest creamery butter is mixed with it, so that the mixture can hardly be distinguished from real butter.
Coco-butter, Nut-butter, etc., in great variety, are now also on the market as substitutes for butter, all prepared in a similar way, but lacking the vital unknown element that makes genuine butter so superior to substitutes.
If the cream has been carefully ripened, with or without a pure culture starter, and it has shown the 81proper sourness when churned, the buttermilk will be of a pleasing taste and flavor. Its thickness will of course depend upon the amount of water, if any, added to the cream in the churn during the buttermaking. If the buttermilk is to be used for human food care must be taken not to dilute it too much.
Cooling Essential.—If buttermilk is left to stand for hours in a warm room, fermentation goes on and may soon spoil the buttermilk by making it sloppy or bitter. It should therefore be cooled at once when drawn from the churn; if kept in ice water it may remain in fine flavor for several days. Well taken care of it is not only a pleasing and refreshing drink but eminently healthful. In cooking, too, it can be used to advantage.
Commercial Buttermilk or Cultured Milk is simply carefully soured milk. It can be made at home from fresh milk either whole or skimmed or partly skimmed. Partially skimmed milk containing from 1% to 2% butter-fat is plenty rich enough and even better for most purposes than whole milk. The essential qualities of good buttermilk depend upon the proper ripening of the cream or milk, the development of a pure “breed” of healthful bacteria in a clean field free from weeds. Such a plantation or “culture” may be grown in milk as well as in cream. Its function is to turn the sugar of milk into lactic acid under the development of pleasing flavors and whether the butter-fat is removed by the separator or by churning makes little difference. In natural buttermilk there is always a little butter-fat—at least ½%—left, mostly in the form of fine granules, too small to be retained in the butter. If the same amount of butter-fat is left in skim milk and that is 82ripened and churned, the product will be identically the same as natural buttermilk from ripened cream.
Ripening.—For best result the milk should be pasteurized, not necessarily as thoroughly as for starters, but sufficiently so as to destroy all obnoxious bacteria and give those introduced through a pure culture starter a chance to grow. Buttermilk may, however, also be made from good, clean, unpasteurized milk of good flavor. Whether pasteurized or not the milk is set to ripen with from 5 to 10% starter at a temperature of from 65 to 75°. The preparation of starters is described under “Bacteria” and the ripening of the milk for “buttermilk” is essentially the same process (see also under Ripening of cream for butter). When ripened to the desired acidity,—say .5% to .6% by the acid test,—stop further fermentation by thorough cooling.
Breaking up the Curd.—After cooling, the ripened milk may be broken up fine and if vigorously shaken or “churned” it will remain smooth and creamy. Otherwise it may separate into curd and whey. If churned long enough for the butter to form, it becomes absolutely identical with real buttermilk. But, for all practical purposes, a vigorous shaking for a few minutes is enough.
Thick Milk.—“Thick Milk” as eaten in Scandinavia is made in the same way as commercial buttermilk, except that the milk—rich whole milk—is set to ripen in the bowl in which it is to be served. Instead of being churned or stirred, it is left thick, to be served as a pudding, like Junket made from sweet milk. The rich layer of cream that forms on top is excellent. “Thick Milk” is eaten plain with the oatmeal for 83breakfast, or as a dessert with grated stale bread and sugar spread over it.
The uses of buttermilk in making pancakes and for many other culinary purposes are mentioned in the chapter on “Milk Cookery.”
Dr. Elie Metchnikoff, author of “The Prolongation of Life”
Yoghourt or Bulgarian Sour Milk is prepared with a culture of bacteria originally found in Bulgaria where Metchnikoff, the late director of the Pasteur Institute of Paris, found people living to exceptional old age which he ascribed to the fact that their principal diet is sour milk of very high acidity.
The theory is that a luxurious growth of lactic acid bacilli, acting as a germicide, destroys other fermentations in the lower intestines. The bacilli active in Yoghourt require a somewhat higher temperature for their best growth than the lactic acid bacilli predominant in sour cream for the finest butter, a fact which must be taken into consideration in preparing the various products.
In the preparation of Koumis, Kefir and other fermented milks of the same class, Yeast plays an important part, changing some of the milk-sugar into the alcohol which is found in these preparations in quantities up to 2%.
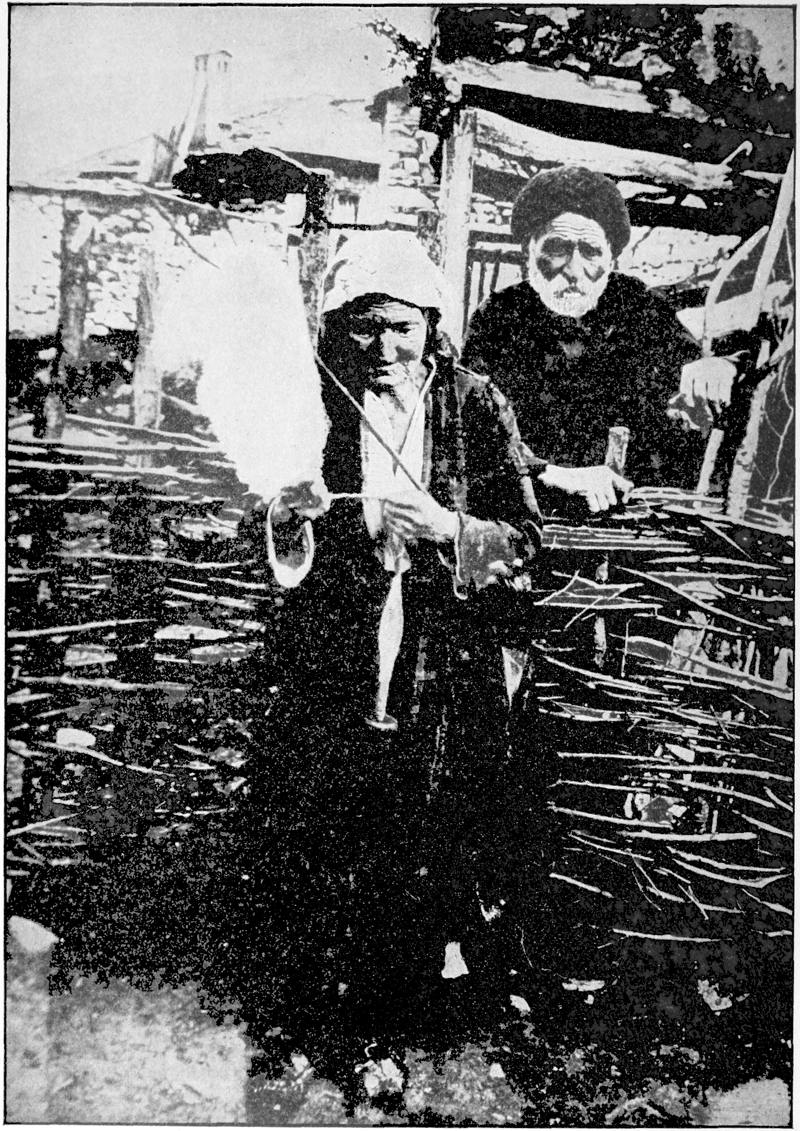
Baba Vasilka, 126 years old and her son, Tudor, 101;
Bulgarian peasants whose principal food has been sour milk all their lives
Koumis was first made from mare’s milk by the Tartars, but is now prepared in this country from cow’s milk by the addition of sugar and yeast. As carbonic 85acid is developed in the process it is quite effervescent and may be regarded both as a food and a stimulant. It is sometimes prescribed by physicians in cases when the patient cannot retain other food.
Kefir is a similar preparation originally made in the Caucasus by a fermentation started by Kefir grains which contain both yeast and various bacteria. The dry Kefir grains are soaked, first in lukewarm water, later in lukewarm milk, for several days, until they develop so much gas as to float on the top. A couple of tablespoonfuls of the grains are then added to a quart of milk which is left to ferment at 70° F. under frequent stirring or shaking. When the fermentation is fully developed the grains are strained off and the milk is bottled and kept for 1 to 2 days at 60°. The grains may be used at once again in fresh milk, and when the manufacture is finished they may be dried and kept, to be used again another time.
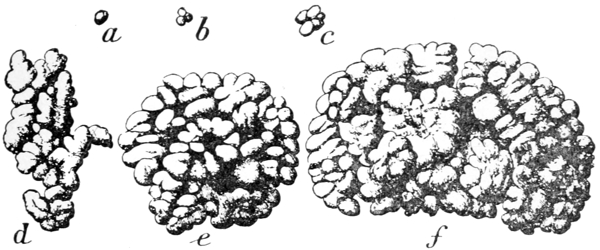
Kefir grains of natural size; a, b and c dried; d, e and f soaked (Orla Jensen, Milk Bacteriology)
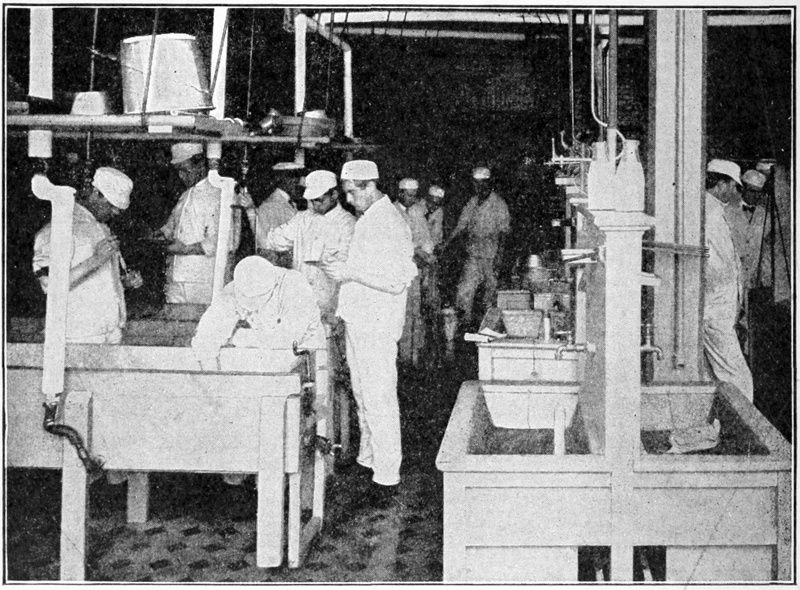
Students making cheese in the University cheese factory, Madison, Wis.
Most of the following pages on Cheese were published in 1918 as a separate pamphlet to meet an urgent demand for brief directions along this line during the Food Conservation campaign. The copy has, however, been revised and new material has been added 87with the view of making this chapter more useful to those who desire to study in detail the manufacture of various fancy foreign types of cheese such as Edam, Swiss, Brick, Roquefort, etc., which are now made in this country in constantly increasing quantities.
For more complete directions in cheese making students are referred to “A B C in Cheese Making” by J. H. Monrad, and other technical works.
Cheese of a thousand different kinds is made, varying in properties and appearance from the solid, yet mellow and agreeable Cheddar cheese to the semi-soft, malodorous Limburger, the delicious, soft Neufchatel and Cream cheese, or the sweet Myseost of Norway. In India cheese was made centuries ago; to-day it is produced the world over, in the caves of the Swiss Alps and in the most modern and scientific American cheese factories and laboratories. Of these myriad types we can here describe only a few.
Cheese may be classified into that made with rennet and that made without. Of cheese made with rennet some is what is called hard, some soft.
The English and American Cheddar—the common American cheese—the Dutch Gouda and Edam, the Swiss Gruyere, and the Italian Parmesan are all hard cheese made with rennet. As examples of the soft varieties may be mentioned the French Camembert and Brie, Cream and Neufchatel cheese. In a class by themselves are such cheeses as the French Roquefort, the English Stilton, and the Italian Gorgonzola, their peculiar flavors being derived from molds implanted in the curd.
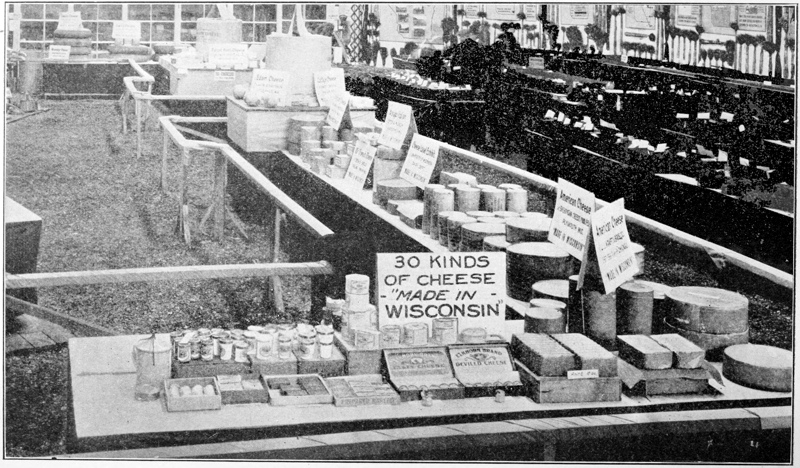
When cheese is made without rennet, the milk is allowed to curdle by natural acidity or it is in some other 89way made acid. Among the varieties made by this method the common Cottage cheese is the best known.
For many years imitations of foreign varieties such as Swiss and Limburger have been made in Northern New York and Wisconsin. As a result of the war and the cutting off of foreign cheese imports, the State of Wisconsin has built up a large business in these fancy varieties. New types have lately been added, as the Romano, Riggiano, and Myzethra, which are of Italian and Greek origin. Some of these are made of whole milk, some of partly-skimmed milk, and others of the albumin of the whey.
Let us briefly review the characteristic features in the making of the older types.
For a hundred years or more this famous cheese has been made and marketed at the village of Cheddar near Bristol, England.
In the middle of the nineteenth century a farmer in that neighborhood, Joseph Harding of Marksbury Vale, systematized the manufacture and it was his method that became the model for cheesemaking in America. In this country it was first made in Herkimer County, N.Y., where Harry Burrell not only made cheese for the home market, but also exported to England, and his son, David H. Burrell, at Little Falls later developed the machinery which became the standard for the American and Canadian cheese factories.
The factory system by which cheese was made from milk brought together from several farms, originated near Rome, N.Y., and soon cheesemaking became an important industry throughout Central and Northern 90New York whence it spread into Pennsylvania, Ohio and the West, as well as to Canada. To-day Wisconsin makes more cheese than all the other states together and Canada largely supplies England with Cheddar cheese of excellent quality.
Joseph Harding, who systematized the making of Cheddar cheese in England
David H. Burrell,
who introduced laborsaving machinery and supplies in the cheese factories
Jesse Williams, father of the American factory system
The milk is delivered in the morning by the farmers at the factory and is weighed and strained through cheese-cloth into the cheese vat. When it is all in the vat it is warmed to a temperature of 86° F. by letting steam into the water surrounding the bottom and sides of the jacketed vat.
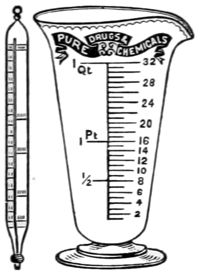
A measuring glass and an accurate thermometer are indispensable

The Marschall rennet test
Ripening.—The milk should be slightly acid, not noticeably sour, yet sufficiently ripened for the proper fermentation to take place in the process that follows. The best cheesemakers regulate the ripening by adding a starter to the sweet milk and allowing the lactic acid 91bacteria to multiply in the milk until a Rennet Test[6] or Acid Test[7] shows that the desired degree of acidity has been reached. The starter may be sour whey or preferably prepared from sweet skim milk or whole milk with a commercial lactic acid culture as described in Chapter I under Ferments and Buttermilk. From 1% to 922% starter is usually sufficient. An acidity of .18% to .20% or 2½ degrees on the Rennet Test is usually desired before the rennet is added.
Christian D. A. Hansen, inventor of commercial rennet extract
Blowing up the rennets to dry them
Adding Color and Rennet.[8]—If the cheese is to be colored, from 1 to 2 ounces of liquid cheese color (Annatto dissolved in an alkali) per 1,000 lbs. of milk is now added and thoroughly mixed into the milk which is 93then set with rennet. Three ounces of a standard rennet extract to 1,000 lbs. of milk is usually sufficient. Enough should be used so that the milk will show beginning coagulation in 10 to 15 minutes and be ready to cut in 30 to 40 minutes.
The extract should be diluted with ten times as much water and is then poured into the milk under vigorous stirring so as to be thoroughly distributed and incorporated in the whole mass.
Owing to the scarcity of the raw material for rennet extract during the war, pepsin extracted from hogs’ stomachs has been substituted in many factories and is used either in dry form or as a liquid extract instead of rennet extract.
With pepsin as the coagulant it is necessary to ripen the milk somewhat further than if rennet is used, in fact to the danger-point where a little more acidity is apt to do harm and produce a dry and crumbly cheese 94and loss of butter-fat in the whey. Most cheesemakers therefore prefer rennet when they can get it.
The rennet having been added, the milk is left undisturbed until a firm curd has been formed. When the curd breaks or splits sharply before the finger pushed slowly through it, it is ready to be “cut.”
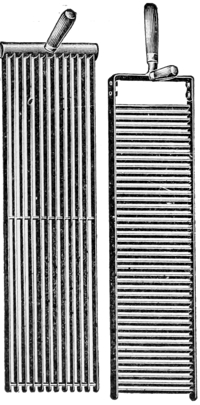
Curd knives
Cutting.—Two sets of curd knives are used, each consisting of a metal frame in which tinned steel blades are hung, in one vertically and in the other horizontally. The vertical knife is first carried slowly through the curd lengthwise and crosswise; the horizontal set of blades is then moved carefully through the length of the vat. When the cutting is over, the entire mass should be in cubes about half an inch square.
The whey that begins to separate out should be clear and yellow. Milky whey is a sign that the butter-fat is escaping in it; the curd has been broken up too violently. In curdling, the casein encases the butter-fat and the object of the breaking up of the curd in the vat is to expel the whey but retain the fat in the cheese.
“Cooking” the Curd.—Gentle heat is now applied to raise the temperature gradually to 98° or 100° in the course of about 30 minutes. Meanwhile the small pieces of curd are kept floating in the whey by gentle 95stirring with a rake and the hands, and are not allowed to pack at the bottom of the vat. The heating is easily regulated by opening the steam valve little by little. Through the “cooking” the pieces of curd shrink to some extent and are hardened so that they will gradually stand livelier stirring without losing butter-fat. After the cooking the curd is left for an hour or so in the whey for a slight acidity to develop and it is then shoved toward the sides of the vat and the whey is drained off. Here again the “Acid Test” may assist in determining when the whey should be drawn.
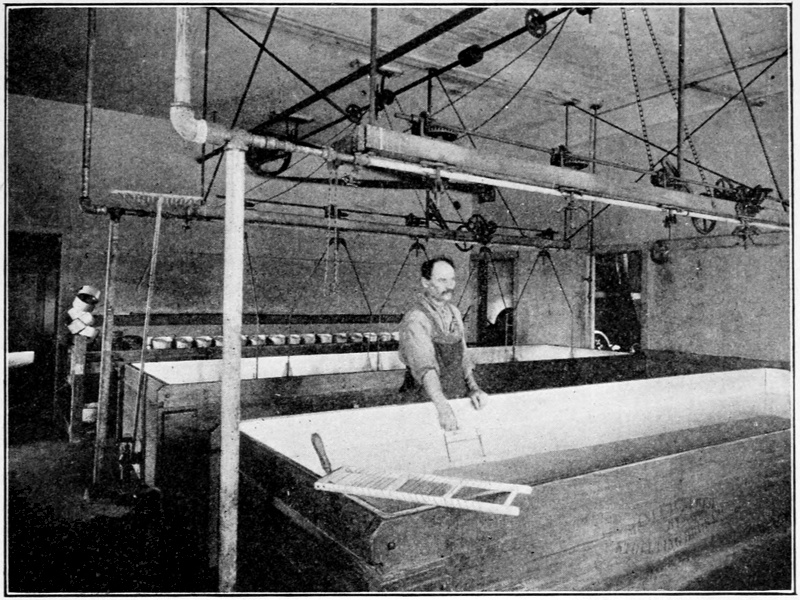
Cutting the curd
Cheddaring or Matting.—After thorough draining, 96the curd is packed together in the bottom of the vat or on a “sink” provided with a false bottom covered with cheese-cloth. After fermenting for 10 or 15 minutes it is cut into large pieces which are again packed together for further matting. The exact condition to be attained can be determined only by experience.
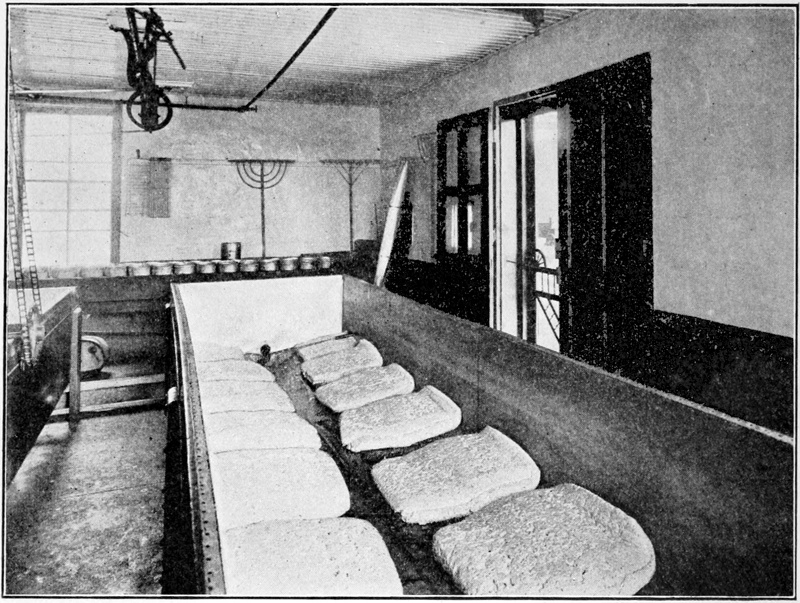
“Cheddaring” or “Matting” the curd
A simple test, the “Hot Iron Test,” may, however, help the cheesemaker to judge of this point. A handful of curd squeezed together and touched to a hot steam pipe or an iron rod heated almost red-hot in the fire under the boiler, and slowly withdrawn, will leave threads sticking to the iron. Depending upon the 97maturity of the curd, the threads will break at a length of from ½ to 2 inches. Usually fermentation is considered sufficient when threads 1½ inches long are formed by this test.
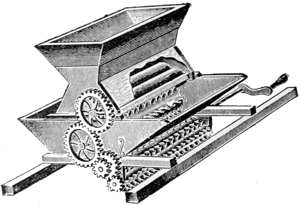
Curd mill
Salting.—The matting is then interrupted by breaking up and salting the curd. This can be done by hand or by a curd-mill which cuts or breaks up the curd and permits a thorough mixing in of the salt. Two or three pounds of salt to one hundred pounds of curd, or the curd from 1,000 lbs. of milk, is the usual ratio.
Pressing.—Stirring and cooling the salted curd to about 80° F. makes it ready for packing into the hoops in which it is to be pressed. The hoop is usually a cylinder of heavy tin with a “follower” of wood on which the pressure is applied. Before the curd is put in, the hoop is lined with cheese-cloth which remains on the cheese, when it is taken out. The press mostly used in the factory is the continuous pressure “gang-press” in which a number of cheeses can be pressed at the same time.
Curing.—After 18 hours’ pressure the cheese is taken out of the press and out of the hoop, weighed and placed on a shelf or table in the curing room. For the first week or ten days it is kept at a temperature of about 9870°, later the cheese is removed to a cooler room and possibly placed in cold storage. Usually it is paraffined to prevent too much drying and cracking of the rind.
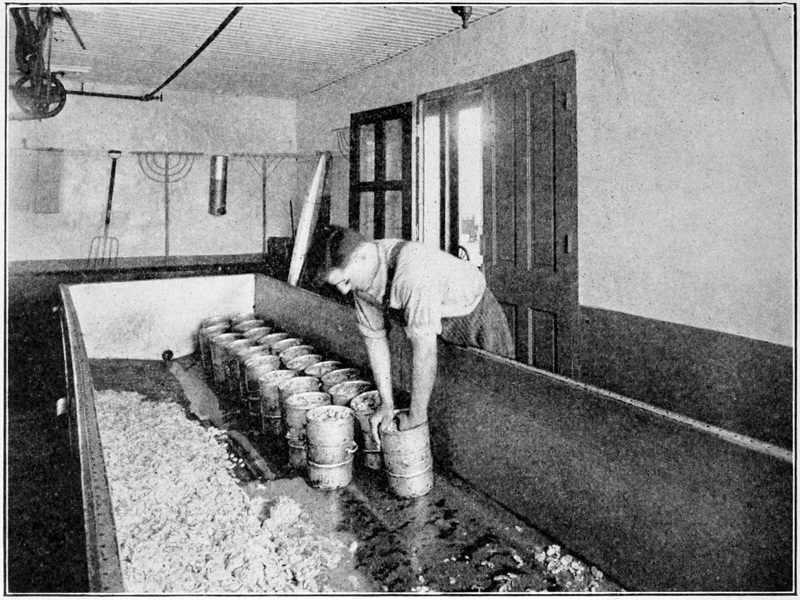
Filling the curd into the hoops
To cure a first-class Cheddar cheese takes from three to six months, but most of the American cheese is made to cure much more quickly and is eaten two to four months old. Indeed, it is generally shipped from the factory eight to ten days old and whatever further curing it gets is in the warehouse of the commissionman or in the grocery store.
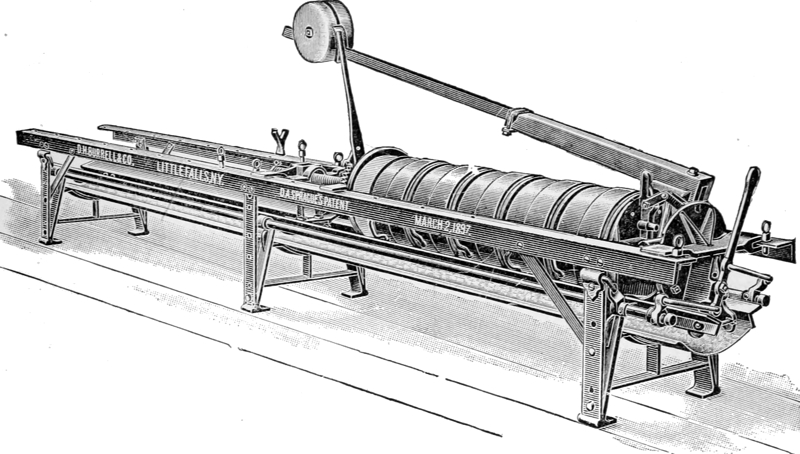
The Gang press
Form, Size and Packing.—The old style American cheese is cylindrical, about 14 inches in diameter, and 99varying in depth to weigh between 60 and 80 pounds. Various other forms are now often made, square and long or in fancy shapes, such as a ball or a pineapple. Aside from such freaks, which have never become very popular, other deviations from the large, standard, American Cheddar, are also made to a considerable extent. People who have visited the beautiful National Dairy Shows held in turn in Chicago, Springfield, Mass., and Columbus, O., the National Milk and Dairy Farm Expositions of New York City, the Ontario Provincial Fair held each year at Toronto, or the annual State Fairs in New York, Wisconsin, Michigan and other cheesemaking sections will have in mind first the prominent exhibits of the regular Cheddar, showing a uniformity in texture, form and taste that is really remarkable. But one will also admire the variety of other 100forms. There are the Flats or Twins, packed two in a box and weighing together the same as one American; the Young Americas packed four in a box; the Longhorns of six to eight inches in diameter; others made like a loaf of bread and creased so that a pound or two may be cut off fairly accurately, etc.
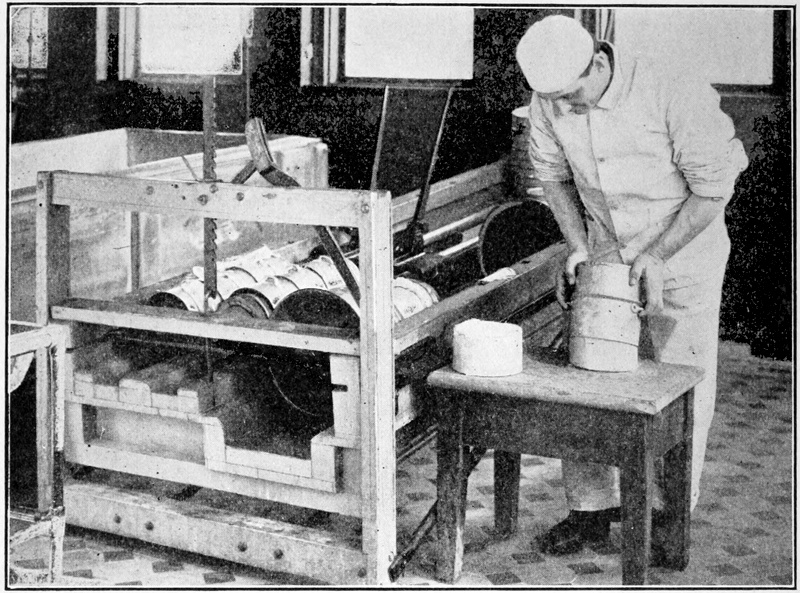
Taking the cheese out of the press
The Giant Cheeses, weighing five to six tons, occasionally exhibited and cut up at World Fairs and on similar occasions are, like the pineapple cheese, a curiosity rather than an industrial product.
One of the best forms, in the writer’s opinion, is the small 5-lb. cheese, proportioned exactly like the large 101American. This makes a suitable size for an average family, the members of which have learned to appreciate a good cheese. If it is made smaller, too much is lost in the rind; if larger it gets too old before it can be consumed by one family.
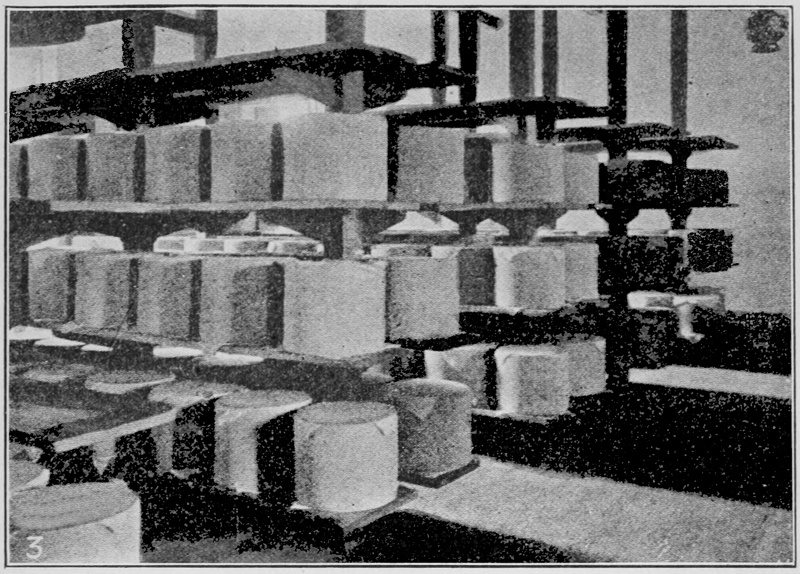
Curing room
The larger cheeses are usually packed in neat, snug-fitting elm-wood boxes, with thin “Scale Boards” on the top and bottom of the cheese, the smaller ones in paraffined pressed pulp or pasteboard boxes.
Cleaning the Vats and Utensils.—Like every other place where milk and its products are handled, the cheese factory must be kept scrupulously clean. Vats and utensils should be rinsed first with cold or lukewarm water or whey, then scrubbed with boiling hot water 102and if necessary with soda, soap, or washing powder. The surroundings should be kept neat and attractive, and the cheesemaker must see that the transportation cans are kept clean by the farmers and the milk delivered in good condition.

Cheese box
Yield.—The yield is around 10% of the milk. To make a pound of fresh cheese takes from nine to eleven pounds of milk. In curing, a part of the weight is lost by evaporation, but this loss is reduced to a minimum by paraffining.
In some localities an increased yield is obtained by washing the curd and making it absorb all the water it can hold. The process is not commendable and while it may sell to some extent, in certain markets where a soft, fresh cheese is liked, “washed” or “soaked” curd cheese can never compare favorably in quality with a well-made, firm Cheddar cheese that is mellowed down by long-time curing to a consistency so it will fairly melt in your mouth.
Composition.—The American cheese contains almost all the casein and the butter-fat of the milk, besides such portions of the milk-albumin, milk-sugar, and mineral matter as are held in the water or whey which is retained in the cheese. In round figures average American cheese contains equal parts of casein, butter-fat and water, 30 to 35% of each. In order to protect the honest maker and the consumer and prevent “soaking” of the curd to an extent that may be 103considered fraudulent, the dairy laws of the State of New York limit the contents of water permissible to 40% and 42% respectively for certain classes of cheese.
Qualities.—A good Cheddar cheese should be mellow, yet solid, without holes, and of an agreeable taste, neither sharp nor bitter. Cheese can be made of skim milk, but it is hardly palatable. In the fall of the year, when the average milk is rich in butter-fat, 1% or 2% butter-fat may be taken from the milk and the resulting partly-skimmed milk will still make a fairly good cheese, hardly distinguishable from full cream cheese. Under the laws of the State of New York it must, however, be marked “Skim Milk Cheese.”
From time to time attempts have been made to make Cheddar cheese from pasteurized milk. If the milk is heated to 145° only, and held for 30 minutes at such temperature, its property to form a firm curd with rennet is not destroyed and it will make a fine cheese, but if it is pasteurized at a higher temperature it will not curdle firmly until it is ripened or otherwise brought back to the condition required for satisfactory action of the rennet ferment. Thorough ripening with a pure culture starter will do it, or an addition of muriatic acid will accomplish the same in a shorter time, but care must be taken not to use too much, which would make the cheese dry and crumbly. Dr. J. L. Sammis and A. T. Bruhn of the Wisconsin Dairy School worked out the problem and systematized a process which is described in Bulletin 165 of the U. S. Department of Agriculture and by which it is claimed a first-class cheese can be made regularly from thoroughly pasteurized milk.
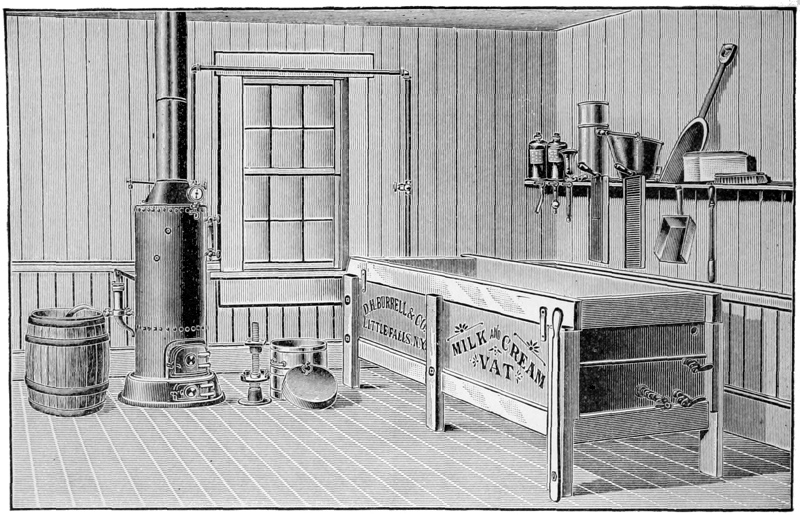
American outfit for farm cheese making

Plain wooden vat and curd mill
It takes quite a little experience to make a good Cheddar cheese and, unless one has the time and opportunity to study it and make it an every-day practice, it is not as a rule advisable to attempt making Cheddar cheese in the home from the milk of one or a few cows.
The amateur will usually find it easier to make Neufchatel or Cream or Cottage cheese for home use or for the home market.
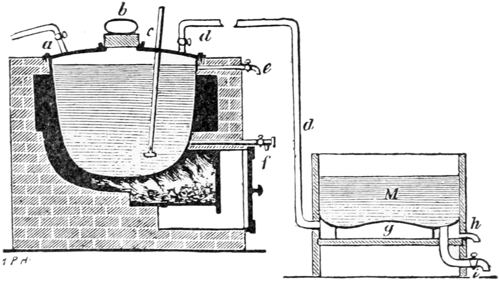
Danish kettle and cheese vat
If Cheddar cheese is to be made regularly it is best to get an outfit consisting of a small boiler and a jacketed 105vat, although cheese may be made in a plain wooden tub or any other convenient vessel. The double bottomed vat generally used in American as well as in Danish dairies facilitates both the heating of the milk before setting and the “cooking” of the curd in the whey after cutting. Either low pressure steam, or—better—water heated by steam, is introduced in the space between the outer, wooden bottom and the inner, tinned steel or copper bottom. If it is cool the milk should be warmed to 86° F. In the summer it may be warm enough as it comes in, fresh from the cow. If not, heat it by steam or by setting it in a “shot-gun” can in another vessel of hot water, stirring frequently, until the thermometer shows 86°. It may be well to add a little buttermilk or sour whey from the preceding 106day, or a pure culture starter made with Buttermilk Tablets, not to exceed 1% or 2%.
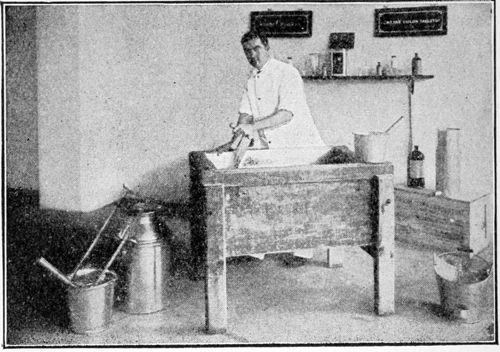
Cutting the curd
If it is desired to make colored cheese add a teaspoonful of liquid cheese color, or ½ cheese color tablet dissolved in warm water, to 100 pounds of milk, more or less according to season and the shade of color desired in the cheese.
Next add the rennet. Where cheese is made from less than 500 lbs. of milk Rennet Tablets are handy, one tablet to 80 or 100 lbs. For less than 50 lbs. of milk, Junket Tablets may be used, one to a gallon. Dissolve the tablet, or tablets, or fraction of a tablet, as the case may be, in cold water and stir the solution well into the milk, making sure of thorough mixing. Let stand covered for half an hour until a firm curd is formed. Cut or break the curd very carefully with a big knife or spoon or home-made fork with wires across the prongs, 107imitating as far as possible the operation with curd knives in the factory.
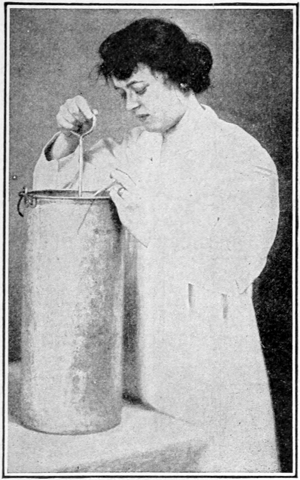
Taking the temperature of the milk in a shot-gun can

Curd fork
Mold or “Hoop”
“Cook” the curd as in factory cheesemaking. If steam is not available, allow the curd to settle and dip off some of the whey which is then heated and poured back on the curd so as to raise the temperature of the whole mass about 2 degrees. Repeat this several times, gradually raising the temperature to 100°, a few degrees at a time.
Keep the curd gently stirred up and floating in the whey and do not allow it to lie on the bottom of the 108vat long enough to pack firmly together, stirring once in a while until by smell and taste (if not also by acid or hot iron tests) it appears to be sufficiently fermented for the whey to be drawn, a condition that can only be learned by experience. This will be about two or three hours from the time the rennet is added.
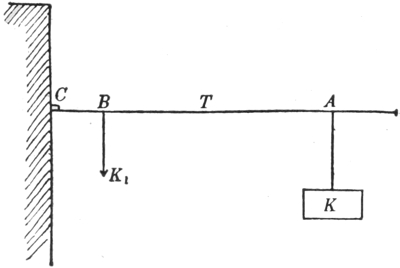
Diagram of lever press
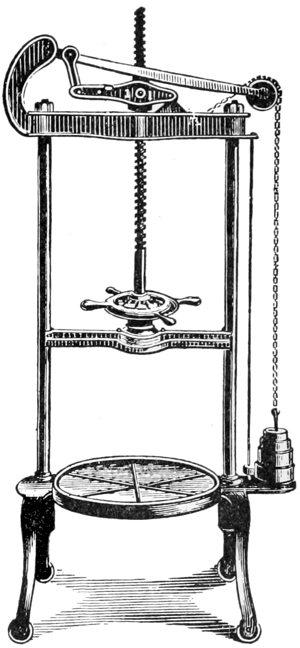
Combined screw and lever press
Draw the whey and press more out of the curd with the hands. Let the curd mat and break it up alternately several times; finally crumble and pulverize it and keep it stirred with the hands, adding salt at the rate of three to four ounces to the curd from 100 lbs. of milk and continuing the stirring until the curd is cooled down to below 80°, when it should be packed into the hoop and put to press. This salting and cooling may take another hour. The hoop may be made of wood or heavy tin of any size desired, with a loose follower of wood. The sides and bottom should be perforated 109to allow the whey to escape. Or it may be a cylinder without top or bottom, placed on a corrugated piece of board. Line the hoop with cheese-cloth before putting in the curd.
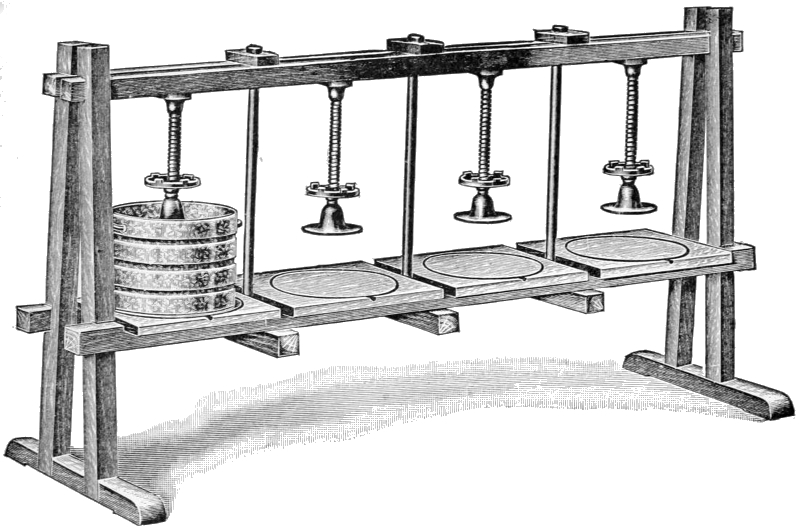
Upright factory and dairy cheese press
For pressing, a home-made lever-press, as outlined in the diagram, may be made of a plank or bar, one end of which (C), is stuck under a piece of a board nailed on the wall while at the other end a weight (K) is applied which may be moved in and out to regulate the pressure. The hoop is placed under the plank at the fulcrum (K1) near the wall. If a compound lever-press or a screw-press is available it is better. It is important that the pressure is applied straight so as to make the cheese even and not one side lower than the other. 110Begin with light pressure and increase it gradually every hour until at night the full pressure is applied. After an hour take the cheese out and turn it in the hoop, then return it to the press and at night apply full pressure. The next morning take it out and weigh it and place it on the shelf to cure in a room of moderate temperature, turning it every day. After a couple of weeks it may be removed to a cool cellar and rubbed with grease. In two to three months it should be sufficiently matured for consumption.
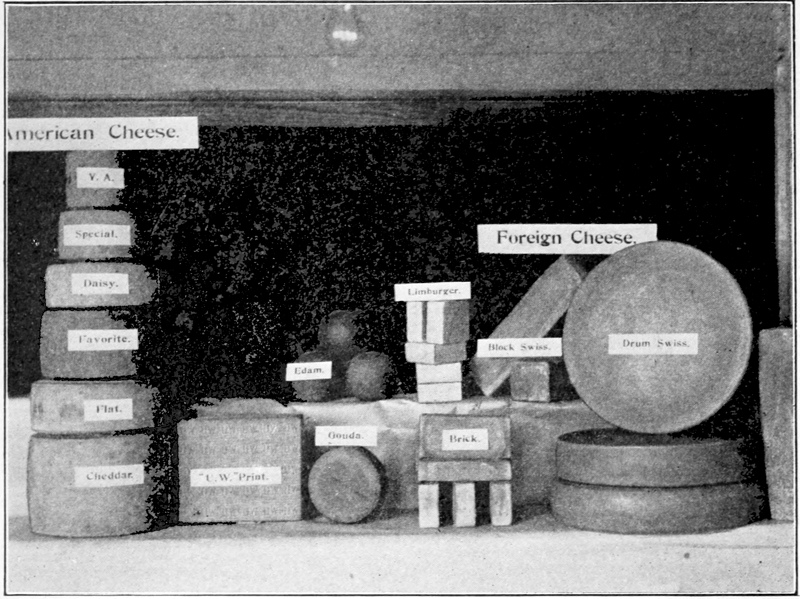
A variety of domestic and foreign cheese made at the dairy school of the University of Wisconsin
In the manufacture of the Dutch Gouda, the Danish Export, and other similar types, the “cooking” and matting of the curd, characteristic of the English and American Cheddar, are more or less omitted. Otherwise the process and the result are not greatly different. They are all “hard” or solid cheese of the same class, though there are hundreds of varieties in different localities, each with some peculiarity of its own.
Gouda cheese
Gouda Cheese.—The Gouda, like the Danish Export cheese, is made from whole or partly-skimmed milk which is set with rennet at 90° F. and is coagulated, ready for cutting, in fifteen to twenty minutes. The curd is broken with the “lyre,” so called, a frame on which piano wires are suspended. The curd is but slightly “cooked” and the whey is drawn while still sweet. After being pressed with the hands in the vat to squeeze out the whey the curd, still quite warm, is put into wooden molds and worked and squeezed in them with the hands for half an hour to eliminate more whey, when the mold is placed in a regular press for 12 to 18 hours. To salt it the cheese is placed in a strong brine where it remains for several days. It is then put on the shelf in the curing room where it is turned and rubbed daily and in four to six weeks it is marketed. The cheese is about 10 inches in diameter by 4 to 5 inches high.

The Lyre
Edam Cheese.—The ball-shaped red Edam is also made in Holland by a similar method to that of the Gouda.
Fresh milk is set at from 90° to 93° F. in summer and up to 97° in winter,—colored to a rather high yellow with Annatto. Add sufficient rennet to coagulate the milk in 8 to 15 minutes. Cut curd carefully with the “lyre” and break with fork into very fine pieces, as small peas. Leave to settle for 3 to 4 minutes, putting cover on the vat if the temperature in the room is 113below 60°. When settled, the curd is gently pushed into a heap which takes 5 to 6 minutes and the whey is removed with a dipper. Weight is applied for 5 minutes and the tub or vat is tipped so the whey will drain off while the curd is held back with the dipper. This pressing is repeated twice more for 4 and 3 minutes respectively.
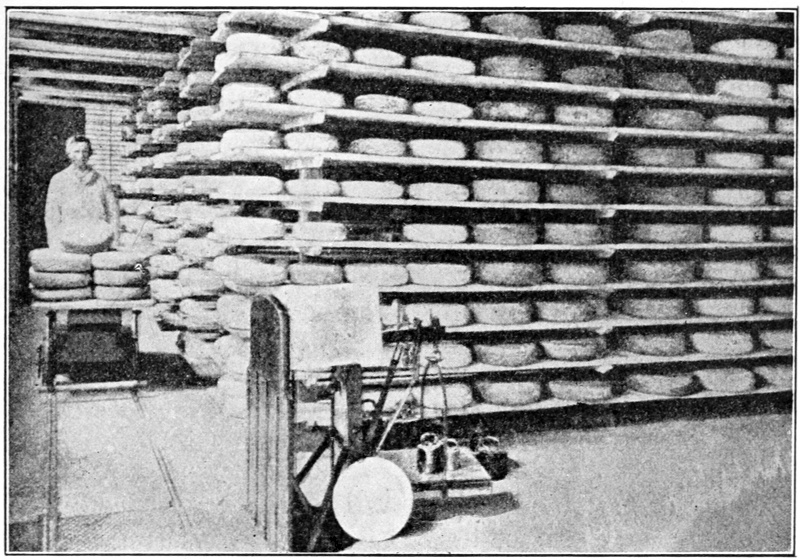
Curing room in a Gouda cheese factory
The curd should now be elastic and firm and show a temperature, in winter of at least 83°, in summer at most 90°. If necessary the temperature is regulated by pouring hot whey (not exceeding 104°) or cold water over the curd.
The mold is then placed in the vat and two handfuls 114of curd put in which is squeezed and worked thoroughly with the hands. More curd is added and worked in the same way and this is repeated until the mold is full with a large top on, which is pressed with the hands for 4 or 5 minutes, turning the cheese 3 or 4 times and opening the drain holes if plugged up. Some makers sprinkle a teaspoonful of fine salt in the bottom of the mold, but in warm weather it is better to work in a quarter of an ounce of salt. This work must be done quickly so the curd will not cool.
Mold for Edam cheese
When thus formed the cheese is dipped for 1 or 2 minutes in fresh whey heated to 126° (in winter 131°) and pressed with the hands in the mold for another 2 minutes when it is carefully wiped off by rolling on a fine cloth to remove the last drop of whey. The cheese is then wrapped in a fine cloth, placed in the mold and put to press, in the Spring for 5 to 7 hours, later in the year for 12 hours. The cloth is now removed and the cheese is put in a larger mold which is placed in a water-tight salting box provided with a cover and a drain-hole in one end. The first day a pinch of salt is put on the top of the cheese and the next the whole cheese is rolled in damp salt, turned and put back in the mold, a liberal quantity of salt being placed on the top. This is repeated every day until the cheese from being soft and elastic becomes hard which as a rule takes 8 to 10 days for a 4 lb. and 12 days for a 10-12 lb. cheese. Finally the cheese is left a few hours in the brine collected in the box, washed, wiped and placed on the shelf in the curing room.
115The curing room should be light and well ventilated, never above 72° nor below 45°. Windows must not be opened to admit dry wind or moist air. If too dry the cheese will crack and if too moist it will be covered with deleterious yellowish red fungi. The cheese is turned daily the first month, later every other day or twice a week. When 24 to 30 days old the cheese is soaked for one hour in water of 68 to 77°, washed with a brush, dried for 20 to 40 minutes in the sun and returned to the shelf. This is repeated two weeks later and then the cheese is painted with linseed oil and left on the shelf until shortly before shipping when it is scraped with a sharp knife and painted according to the demand of the particular market for which it is prepared; yellowish with Annatto for England and Spain, red with Turnsole for other countries. When dry it is rubbed with a little butter and red color.
Swiss Cheese.—The Swiss Gruyere or Emmenthal also belongs to this class. It is characterized by its form and size, being large, round and flat, weighing 100 to 140 lbs. or more, and by the large holes which are wanted in Swiss, but not tolerated in American or Dutch cheese. It was formerly supposed that first-class Swiss cheese could only be made in the Alps, but very good imitations have long been made in Northern New York and in Wisconsin. Besides in the usual large round form, the same as the genuine imported Emmenthaler, American Swiss or “Switzer” is also made in blocks, six inches square and twenty inches long, weighing 25 to 30 lbs.
Until lately Swiss cheese has been made in the old-fashioned way, the factory and tools being of the simplest description. The milk was heated in a copper 116cauldron hanging on a crane, enabling the cheesemaker to swing it on or off the fireplace. Nowadays the kettle is usually jacketed and heated with steam. The round form is still preferred to the American cheese vat, however, as it adapts itself better to the peculiar method of handling the curd.
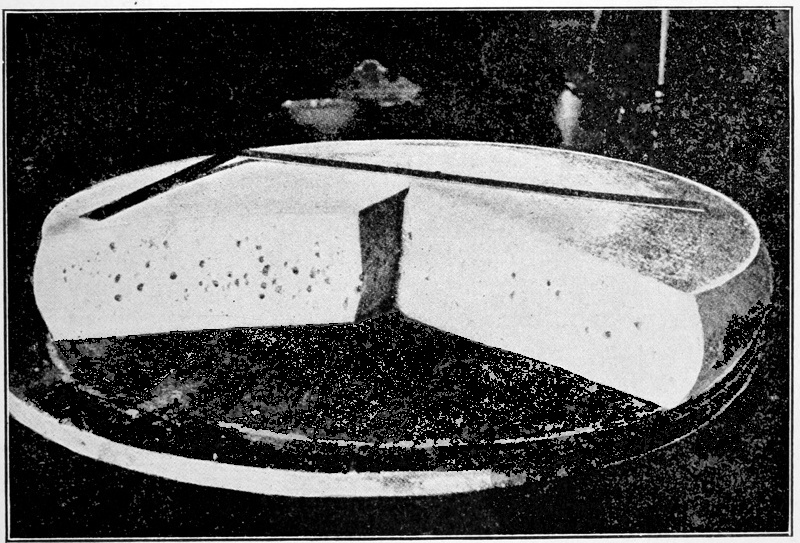
Swiss cheese
The milk is set with rennet at a temperature of 90° F. in summer and 95° in winter, sufficient rennet being used to make a firm curd in thirty to forty minutes. But very little color is added. The curd is cut with a long, sharp wooden knife, the “cheese sword,” first one way into sheets, then, as soon as the cuts stand clear, 117beginning to expel the whey, crossways, into vertical sticks, two inches square.
Scoop

Cheese sword
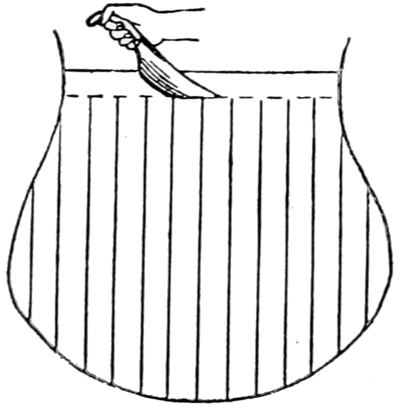
Cutting the curd with the scoop
Tools for stirring the curd
No horizontal knife is used, but a few minutes after the last vertical cutting the curd is further broken by the “scoop,” a wooden spoon or ladle about eight inches long, thirteen inches wide, one and one-half inches deep, and provided with a short handle. Standing at one side of the kettle, the cheesemaker scoops off a layer from the top and, drawing the scoop towards himself, drops the pieces of curd close to the side of the kettle. This movement is repeated, at first slowly, then faster, and soon the whole mass of curd is moving, the pieces cut off going down along the side of the kettle and the rest of the sticks sliding upward along the other side, to be attacked by the scoop as soon as 118they come to the top. All the curd having been cut into square pieces, it is further broken by the stirrer, a stick at the lower end of which a few cross sticks or wings of brass wire are fixed, the whole mass being kept in constant motion.
Cooking the Curd.—After breaking up the curd to the size of peas or beans, the stirring is discontinued for about ten minutes, when it is begun again and the kettle is turned over the fire, or steam is applied, to heat the curd to 140° under constant stirring which is continued for 45 to 60 minutes after this temperature has been reached. The condition of the curd is judged by squeezing a handful and noticing its elasticity and consistency. It is important to stop stirring at the right moment. More whey is expelled in making Swiss cheese than for Cheddar cheese.
The cooking and agitating having been finished, the mass, which now consists of grains the size of wheat, is once more stirred up with such force as to make it form a funnel at the center and it is then left at rest for five to ten minutes.
The curd, forming a rather solid cake at the bottom of the kettle, is now lifted out without being broken. One end of a large piece of cloth is folded around a flexible rod. Bending over the kettle the maker takes hold of both ends of the rod and gathering the other end of the cloth between his teeth, pushes the rod down along the farther side of the kettle, letting it follow the bottom towards himself until the whole mass of curd is gathered in the cloth, when it is lifted out of the kettle and placed in the hoop on the press table. The hoop can be enlarged or diminished to take care of a varying amount of curd which is put into it in the same solid 119cake as formed in the kettle without being broken. Pressure is applied, at first, gently, later heavier and after half an hour the cheese is taken out, turned and provided with fresh bandage, put back into press and left till the next day.
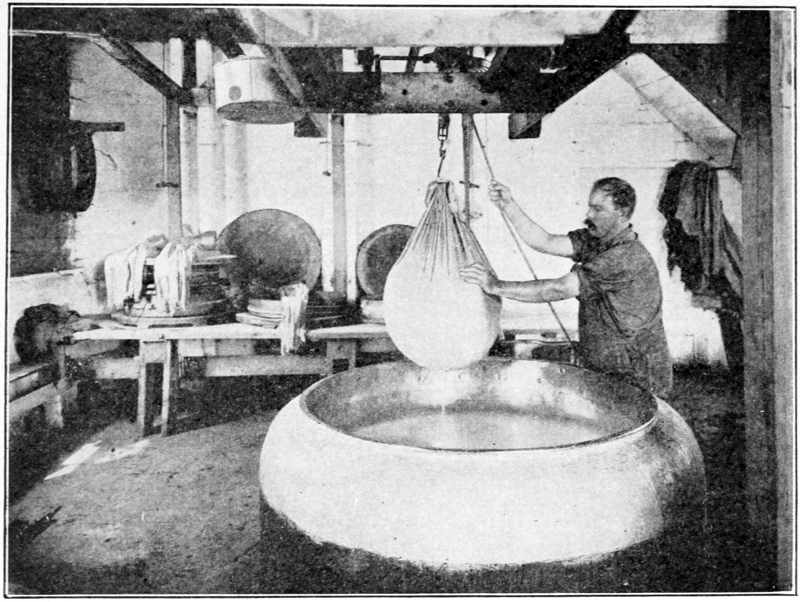
In Swiss cheese making the curd is lifted out of the vat with a strong cloth
Curing and Salting.—The cheese is first placed in a curing room above ground and heated in winter. After a few weeks it is removed to the cellar. Sometimes three to five cheese are piled one on the top of the other for a few days with a few handfuls of salt between them. The salting proper is done by rubbing and brushing dry salt and the brine formed from same into 120the cheese,—altogether 4 to 5 lbs. of salt to 100 lbs. of cheese. Every day it is rubbed with a dry rag and the cheese is turned and salted on the other side until the salt is thoroughly incorporated.
Swiss cheese press
The cheese is cured for at least 100 days in the factory and is usually stored for another three to six months by the dealer before it is ready for the consumer.
Roquefort.—The French Roquefort is inoculated with a mold from stale bread which spreads through the cheese and produces the peculiar flavor of this type. It is made from sheep’s milk and was formerly cured in cool subterranean caverns, but now in elaborate curing houses. In this country imitation Roquefort is made of cow’s milk and cured in cold storage.
It should be remembered, however, that sheep’s milk is very rich in fat and that a rich Roquefort that will compare favorably with the genuine cannot be made from cow’s milk without an addition of cream if sheep’s 121or goat’s milk is not available. In France a small addition of cow’s milk to the sheep’s milk—not to exceed 10%—is often used.
Around Roquefort a milk ewe produces on an average 135 lbs. of milk a year, which makes up to 35 lbs. of cheese.
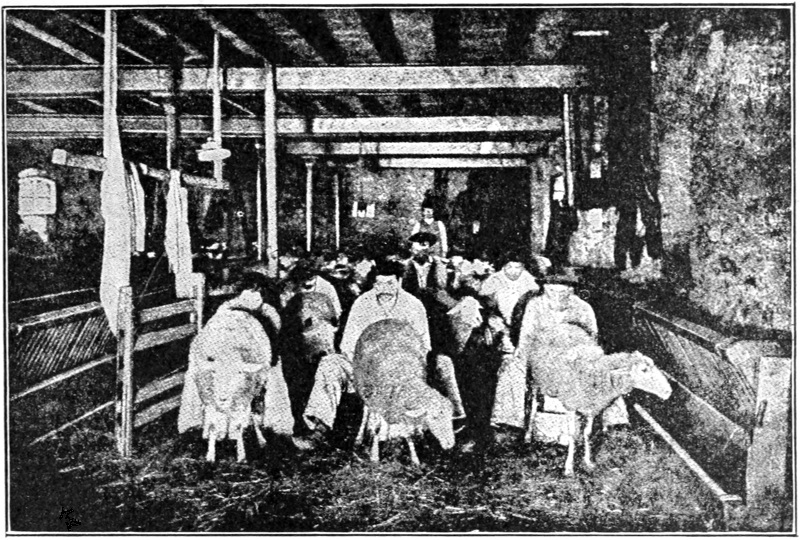
Milking the ewes at Roquefort, France (G. Ellbrecht)
The milk is set at about 80° with rennet sufficient to coagulate it in 1½ to 2 hours. To cut or break and stir the curd, tools similar to those used in the manufacture of Dutch cheese are employed and stirring is continued until the pieces of curd are about the size of peas when the whey is dipped off and the curd is further broken with the hand and placed on a cloth to drain. In fifteen minutes it is ready to be put into the 122hoops which are either of glazed stoneware or perforated tin, 8 inches in diameter by 4 in. high.
Ground stale, moldy bread is sprinkled in the curd as it is put into the hoop, at the rate of 1 part of bread to 10,000 parts of curd. This moldy bread is prepared from 2 parts of wheat flour and 1 part of rye flour leavened with sour yeast and vinegar and baked hard. The loaf is placed in a dark, moist cellar to mold. In six weeks it is penetrated with mold when it is dried at 86° and pulverized, forming the powder used for inoculation into the cheese-curd.
When the hoops are filled they are placed in large wooden boxes at a temperature of 65° to 70° for the whey to drain off. The first few days the cheese is turned three times a day, later once a day, and when five days old it is brought into the curing room where it remains until it is firm enough to be shipped to the large cold storage establishments, where it is taken care of until ready for the general market.
In the “caves” a high degree of moisture, a low temperature—40° to 50°—and pure air are essential conditions.
The cheese is first salted by being rubbed repeatedly with salt on all sides. The slime forming on the surface is brushed or scraped off so as not to prevent the admission of air, which is essential to the curing. In order to further facilitate the penetration with air the cheese is now pricked with numerous needles by means of a machine and placed on the shelf in the cave where the proper moisture and temperature are maintained.
Various fermentations are now developing, one after another, regulated by scraping, ventilation, etc., until in six to twelve weeks the cheese is ready for the market 123and is packed for shipment in paper or in tinfoil and in wicker baskets or airtight boxes, according to destination,—for home consumption or for export.
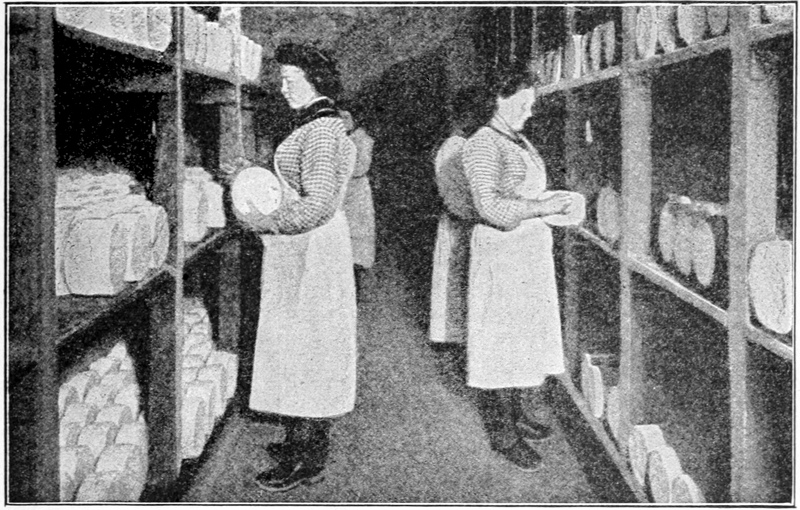
Curing room in a Roquefort cheese factory (G. Ellbrecht)
Parmesan Cheese is an Italian cheese made mostly in the Valley of the River Po and named from the City of Parma. It is produced from partly-skimmed milk and is allowed to become hard and dry, being used grated with macaroni.
The milk is set with rennet at a comparatively high temperature, about 95° F., and when it is firmly curdled it is broken up and stirred rather vigorously, which makes the curd fine and dry. Color is now added—powdered Saffron—at the rate of 0.5 gram to 100 kg. milk. The curd is cooked slowly under constant stirring 124to a temperature up towards 100° when the whey should be perceptibly acid.
The curd is then allowed to settle in the round kettle and when fairly firm it is lifted up in a cloth, the same as in Swiss cheesemaking. The mold is also much the same as the Swiss and the curd is but slightly pressed. In the course of the day the cheese is turned once or twice and put into fresh cloth. The next day it is put into the curing room when it is rubbed with salt. In a few months the cheese is cured and is then scraped and polished with linseed oil. Sometimes it is kept in storage two or three years in a dark room at a temperature of 63° F. The composition averages: 32% water, 21% fat, 41% nitrogenous matters and 6% ash.

Caccio Cavallo
Caccio Cavallo is made in Southern Italy of a form almost like a beetroot. The milk is set with rennet at about 95° F. and after the curd has been broken up the whey is dipped off and heated to boiling when it is poured back on the curd. The mass is then allowed to ferment eight to fourteen hours according to the temperature of the air. The quality of the cheese depends largely on this fermentation. The fermented curd is cut into pieces and submerged in boiling water and is then kneaded and formed into the desired shape.
After lying in cold water for two hours and in brine for thirty hours it is dried and smoked until it attains a fine golden color. It is made in various sizes, from 5 to 20 pounds, and the yield is said to vary from 10% to 16% of the milk. Caccio Cavallo is eaten on bread as 125well as with macaroni and is much relished by the Italians.
Limburger, Brick, Munster and other similar semi-soft cheese of the proverbial strong flavor, originated in Belgium and Bavaria, but are now largely made in Northern New York and Wisconsin as well.
For Limburger the milk is not ripened as for Cheddar but is set with rennet quite sweet at a temperature of about 90°; the curd is cut rather soft, care being taken, however, not to lose butter-fat. The curd is but slightly “cooked,” to a temperature not to exceed 96°, and is not salted in the vat but is dipped out into perforated wooden boxes or molds about 5 inches square and left to drain without pressure. The cheese are placed edgeways like bricks on shelves and are rubbed with salt and turned every day until cured. During the curing process moisture exudes and a fermentation takes place which develops the well-known “Limburger” flavor. After eight or ten weeks the cheese is packed in paper and tinfoil and is ready for the market.
Brick cheese is something between a Cheddar and a Limburger, of a milder flavor than either, not as hard as the former but firmer than the latter.
The milk is slightly ripened and is set with rennet at 86° so as to coagulate in 20 minutes. The curd is “cooked” to 110° or more and is not allowed to “mat” as for Cheddar cheese, but is dipped out of the vat before much acidity has developed, into the molds, which are rectangular boxes without top or bottom placed on a draining table where the whey runs off.
The mold is usually 5 inches wide, 8 inches deep and 10 inches long. When it is filled with curd a follower is put on the top and a slight weight, a couple of bricks, 126on the follower. The cheese is turned a few times and the next day it is taken out of the mold and placed on the salting table. The salting is done by rubbing the cheese on all sides with salt which penetrates the curd and draws out moisture. This is repeated for 3 days and the cheese is then left to cure, being washed and wiped off every week to prevent molding.
Brick cheese is shipped one or two months old. It is wrapped in paper and packed twenty in a box.
Munster Cheese is very much the same as Brick except for the form, it being round, molded in a perforated tin hoop instead of the box used for Limburger and Brick.
The soft cheese made with rennet may be classified as fresh and cured.
Neufchatel.—The fresh soft cheese of the Neufchatel or Cream Cheese type is easily made and may be produced in any house from a small quantity of milk. The milk is set at a comparatively low temperature, usually 72° F., with very little rennet, just enough to coagulate the milk in about eighteen hours. During that time a slight acidity develops in the milk. When it is firmly curdled it is carefully dipped on to cheese-cloth suspended on a frame, or into cotton bags where it drains overnight.
To make the cheese quickly a starter is sometimes used and more rennet employed. The milk is heated to 80° F., 25% starter and 7½ c.c. of rennet extract, or one rennet tablet per hundred pounds of milk, are added and the milk curdles in about 30 minutes.
After draining for a few hours the curd is gently 127pressed for a similar time. When the whey is fairly well expelled, the curd is kneaded or run through a meat cutter with a little salt, not more than 2½ oz. to 10 lbs. of curd. The outfit and the manipulation is essentially the same as described under Cottage cheese.
A superior quality is obtained by pasteurizing the milk and if that is done a pure culture starter should always be used. If the slow setting method is used a very small amount of starter, say ½%, is sufficient, but when the quick process is employed 10% to 25% may be added.
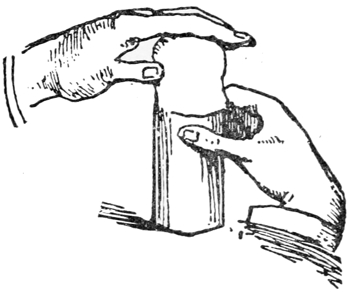
Molding Neufchatel cheese
To give it a good appearance for market, the cheese is molded in little tin molds very much like a quarter-pound baking powder can with open ends. The cylindrical roll of cheese is wrapped in parchment paper and tinfoil and is immediately ready for consumption. In an ice box it will keep for a week or so. Neufchatel cheese may be made from whole milk or partly-skimmed milk. The yield is from 10 to 20 lbs. out of 100 lbs. of milk.
Cream Cheese is usually made in the same way. A mixture of cream and milk containing about 10% butter-fat is used, though sometimes the cream is not added until the time of salting. The mold is square, 2½” × 1½” × 2” deep. These soft kinds of cheese are 128often mixed with chopped peppers, olives or nuts and make excellent sandwiches.
Cured Soft Cheese.—For Cream or Neufchatel cheese, made for curing, the curd is salted more than for fresh cheese, or the molded cheese is rolled in salt. For a week or two it is placed in a curing room on straw mats or the like where it ferments slightly before being wrapped and packed for shipment.
French Soft Cheese.—The many forms of French soft cheese as represented by the Brie, the Camembert, etc., are subjected to special fermentations which give to each its peculiar flavor. Attempts have been made to use pure cultures of the bacteria active in such fermentations and so reduce the art of cheesemaking to a more scientific process. But it has been found that any desired kind of cheese cannot be made simply by adding a culture of this or that bacterium to pasteurized milk. Of vastly greater importance for the development of the proper bacteria and flavor is the handling of the milk and the curd by the experienced cheesemaker. Inoculation with a pure culture alone does not make the special cheese wanted.

Mono-service jar
Cottage Cheese.—Of the sour milk types the common Cottage Cheese is the best known. It is made from skim milk which in a warm room will curdle when sour, whether rennet and a starter are used or not. The thick sour milk is heated to anywhere between 100° and 120° and dipped into bags of cheese-cloth hung up for draining. The next day light pressure is applied for 12 to 24 hours, when the curd is kneaded, slightly salted, formed into balls and wrapped in parchment paper or packed into jars. For this purpose paraffined paper jars are very practical.
The more the curd is heated in the whey the drier will be the cheese. Often it is improved by allowing the curd to become rather dry and then working new milk or a little cream into it, according to the use to which it is to be put—whether it is for bakers’ stock or for the table.
Simple directions for making Cottage cheese are given in Farmers’ Bulletin 850 and A. I. 17, issued by the United States Department of Agriculture from which we reprint the following and copy the accompanying illustrations:
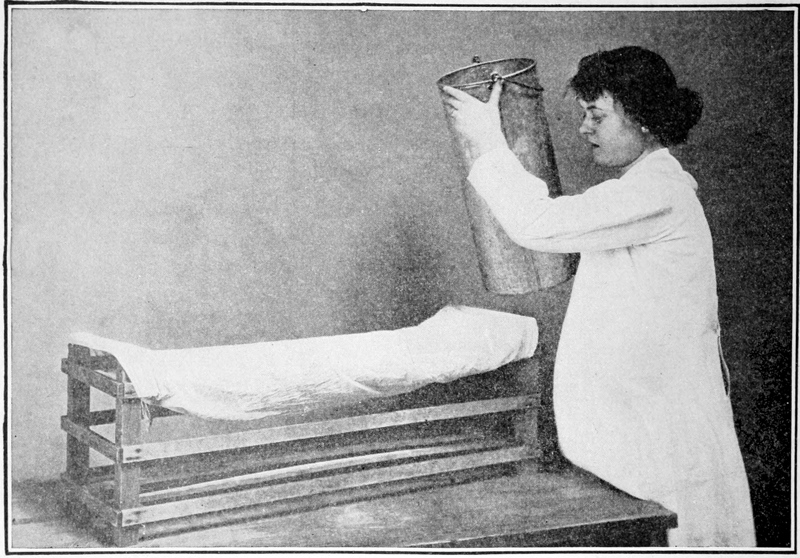
Pouring the curdled milk on cloth to drain
“One gallon of skim milk will make about 1½ pounds of cheese. If the milk is sweet it should be placed in a pan and allowed to remain in a clean warm place at a temperature of about 75° F., until it clabbers. The clabbered milk should have a clean, sour flavor. Ordinarily this will take about 30 hours, but when it is desirable to hasten the process a small quantity of clean-flavored sour milk may be mixed with the sweet milk.
“As soon as the milk has thickened or firmly clabbered it should be cut into pieces 2 inches square, after which the curd should be stirred thoroughly with a 131spoon. Place the pan of broken curd in a vessel of hot water so as to raise the temperature to 100° F. Cook at that temperature for about 30 minutes, during which time stir gently with a spoon for 1 minute at 5-minute intervals.
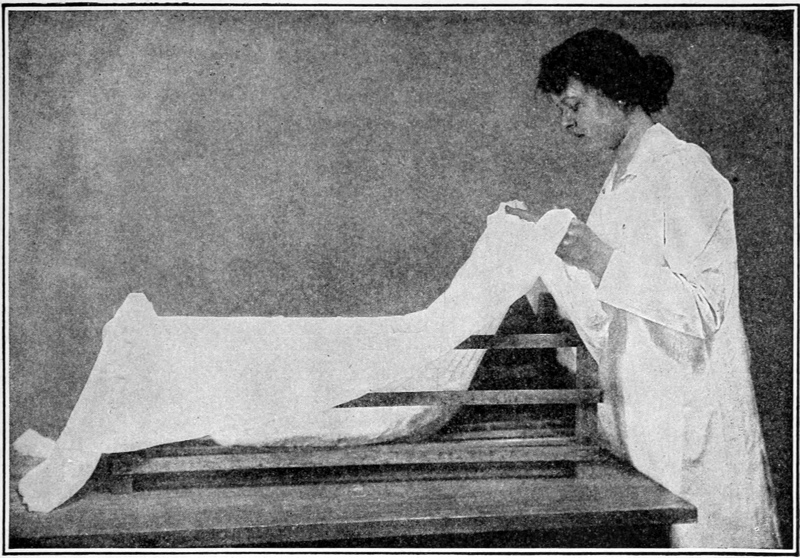
Lifting the cloth back and forth to facilitate draining
“At the conclusion of the heating, pour the curd and whey into a small cheese-cloth bag (a clean salt bag will do nicely) and hang the bag in a fruit-strainer rack to drain, or the curd may be poured into a colander or a strainer over which a piece of cheese-cloth has been laid. After 5 or 10 minutes work the curd toward the center with a spoon. Raising and lowering the ends 132of the cloth helps to make the whey drain faster. To complete the draining tie the end of the bag together and hang it up. Since there is some danger that the curd will become too dry, draining should stop when the whey ceases to flow in a steady stream.
Pressing the curd
“The curd is then emptied from the bag and worked with a spoon or a butter paddle until it becomes fine in grain, smooth, and of the consistency of mashed potatoes. Sour or sweet cream may be added to increase the smoothness and palatability and improve the flavor. Then the cheese is salted according to taste, about one teaspoonful to a pound of curd.
“Because of the ease with which the cheese can be made it is desirable to make it often so that it may be eaten fresh, although if it is kept cold it will not spoil for several days. If the cheese is not to be eaten 133promptly it should be stored in an earthenware or glass vessel rather than in one of tin or wood, and kept in a cold place.”
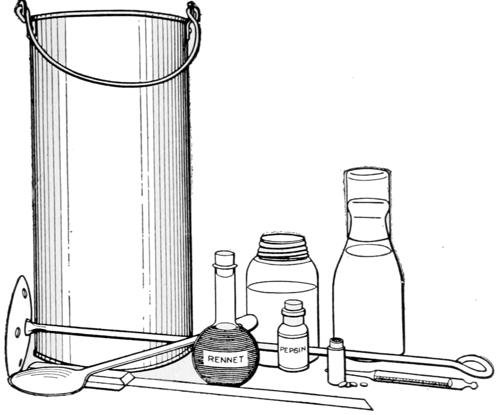
Apparatus needed in making cottage cheese
Making Cottage Cheese with Rennet.—In the bulletin mentioned a method is also given for making the cheese with rennet or pepsin. Junket Tablets make a convenient form of rennet to be used for this purpose.
The advantages claimed for this method are:
1. A finer textured and more uniform cheese.
2. The making requires less time and attention.
3. Losses of fat in the whey are reduced.
The process is the same as described above except that a solution of Junket Tablets is added to the milk at the rate of one tablet to 100 lbs. of milk. For less milk use a fraction of a tablet, or dissolve one tablet 134in ten tablespoonfuls of water and use one spoonful of the solution for each 10 lbs. of milk.
If a starter is used the rennet solution is added immediately after the starter is put in; if no starter is used the milk is left for five or six hours at 80° F. to ripen before adding the rennet. The milk will curdle overnight.
After draining for thirty minutes on cotton sheeting the ends of the cloth are tied together and a weight is placed on top to press the curd gently until the desired consistency is attained.
Salt may be worked in at the rate of 2½ ounces to 10 lbs. of curd. If desired, add sweet or sour cream at the rate of ½ pint to 10 lbs. of curd or ¼ pint of cream to the product from 30 lbs. of milk.
It will be seen that Cottage cheese made with rennet is really the same as Neufchatel cheese, the only difference being in the form and packing or wrapping of the finished cheese.
Snappy Cheese.—By allowing the sour skim milk curd to ferment under careful regulation, a variety of sharp, snappy, more or less hard cheese can be made. Though there is no general demand for them, some kinds are quite popular in their own restricted localities. The Danish Appetite cheese is only one of the many varieties which have as many names.
Club Cheese and similar varieties are made by grinding up old dry cheese with a little butter and packing the product in jars or other attractive packages. American, Roquefort, or any other well-known type may be used as the stock for these cheeses. Everywhere they are favorites in dining cars and lunch rooms.
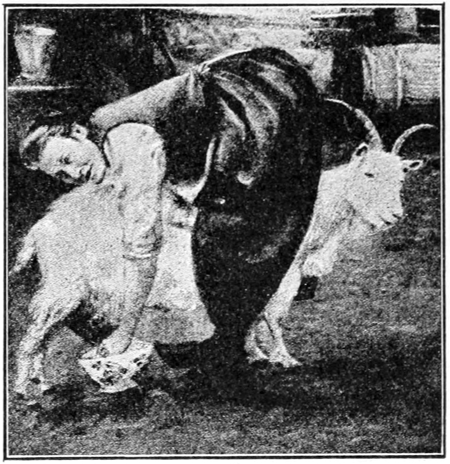
Milking the goat in Norway
Whey Cheese.—In Switzerland the so-called Zieger cheese is made from sour whey, the albumin being coagulated 135by heat and, with whatever butter-fat there may be left in the whey, skimmed off the top. In Norway Myseost (“Ost” is Norwegian for cheese) is made by boiling down whey almost to dryness. If goat milk is available to mix in, it improves the cheese. The main substance is sugar of milk and the cheese has a sweet, syrupy flavor.
The by-product, sugar of milk, is produced by acidifying the whey, heating to boiling and neutralizing with lime until the albumin is coagulated. It is then filtered out and the clarified liquid is concentrated in vacuum. From the thick syrup the sugar is allowed to crystallize out, leaving the salts or mineral matters (milk-ash) in the remaining liquid. The use of milk-sugar is limited to medicinal purposes and for modifying milk for infants. The production is therefore not very extensive.
In a number of creameries casein is produced from skim milk by precipitating it with an acid and drying and pulverizing the precipitate. Casein is widely used as a substitute for ivory, in billiard balls, buttons, etc. It is also used as glue, and as a binder in paints.
The production and use of dry milk has increased enormously during the last few years and the processes of manufacture have been improved well-nigh to perfection. There are several methods practiced, the most important being the following:
The Just-Hatmaker, in which a large metal drum or cylinder revolves slowly in a tank of milk. The drum is heated by steam inside and, as it rolls out of the milk, the metal surface picks up a thin film of milk which quickly dries and is removed by a scraper.
The Eckenberg process employs vacuum evaporating pans, like those used for making condensed milk and maple syrup.
The Merrell-Soule Company’s method consists in driving a blast of hot air into a fine spray of milk, which at once reduces the milk to a fine powder.
In the “Economic” process the milk is dried by hot air the same as in the Merrell-Soule method, but in dropping through a tower from a height of some 30 feet the milk meets several blasts of air of different temperatures. It is claimed that in this way alone rich milk and cream may be reduced to a powder without injury to, or change of, the original fat globules.
Skim Milk Powder.—Beautiful skim milk powders are now made which dissolve perfectly in water. Containing, as they do, the extremely nourishing constituents of the fatless milk in a most palatable form, they can be used in baking and in many food products to great advantage.
Whole Milk Powder.—Until recently dried whole milk was not produced of good keeping quality as the 137butter-fat had a tendency to become rancid before many months. But improvements are constantly being made and milk powders of every degree of richness bid fair to take the place of fresh milk on board ships and in other places where milk must be kept a long time before being used.
In many new food preparations of value, milk powder is filling a long-felt want. Dissolved in 8 or 9 times as much water, milk powder makes a liquid almost identical with pasteurized fresh milk.
It has already been mentioned under the chapter on “Cream” and under “Ice Cream” how skim milk powder and unsalted butter, emulsified in a suitable amount of water or milk, make an excellent material for ice cream.
Milk cannot be boiled down in a common open kettle or steam boiler without being scorched. Evaporating or condensing is therefore usually done in a vacuum pan at a low temperature. Condensed to one-third of its volume and excluded from the air by canning, milk will keep well for months, and has many uses as a substitute for fresh milk. Often sugar is added as a preservative, and where sugar would be added anyway, as in coffee, ice cream, etc., this is unobjectionable.
For purposes where sugar is not wanted, unsweetened condensed or evaporated milk is on the market, so carefully made that the taste of the original milk is hardly changed at all by the process. When water is added in the proportion of two parts of water to one of the evaporated milk, the fluid obtained excels even that from milk powder in its resemblance to fresh milk.
Whey is a by-product in cheesemaking. Usually it is fed to hogs and especially together with grain or bran it makes an excellent food for them. But whey is also prepared for human food. In the hospital or in the home it serves as a substitute for milk when a mild diet of easily digested food is temporarily required for a weak stomach. For such purposes it must not be allowed to become acid as in cheesemaking, but should be prepared as the chief product from sweet new milk or freshly separated skim milk. The sweet milk is set with rennet—one Junket Tablet, dissolved in cold water, to a quart of milk—at a temperature of 90° to 100° F. As soon as a firm curd is formed it is carefully broken up and transferred to a strainer of cheese-cloth. Unless it is to be used at once, the whey strained off should be immediately cooled to 50° or lower. If left at a higher temperature it will soon become sour. A teaspoonful of limewater to a quart, or a pinch of soda, will help to keep it sweet. Still, in any event, it should not be kept long, but prepared fresh when required.
Milk is first of all the food for the young,—until a certain age the only food, and a perfect food. It contains but little refuse or waste and is under favorable conditions almost wholly digestible.
All foods contain certain groups of nutrients which may be classified according to various functions in nutrition and their chemical composition.
Protein.—The protein group of nutrients contains nitrogen and is necessary for building up the tissues of the body, the muscles and the tendons which also contain nitrogen. Only by this group can tissues wasted by constant wear and tear be rebuilt. Proteins are the flesh-forming group. To some degree the proteins or albuminoids are also active in producing fat in the body, but the other groups of nutrients, especially the fats, also contribute.
Fats and Carbohydrates.—Another important function of food is to produce and maintain the animal heat. The main sources of this necessity are the fats and the carbohydrates, so called because they consist of the element carbon combined with oxygen and hydrogen, the last two in the exact proportion in which they are combined in water. All of these three groups furnish the fuel, so to speak, for the body, but they 140are not equal in this respect. Pound for pound, when burned in the body, the fats yield 2¼ times as much heat as protein or the carbohydrates.
Mineral Matters.—Finally there are in all foods the mineral matters, a group containing a number of salts which are indispensable because they are constituents of every part of the body. Phosphate of lime, for instance, makes up one-half of the substance of the bones, and the sulphates and chlorides of potash and soda, iron, etc., are everywhere present in smaller quantities. No food in which any of them is lacking is complete.
Relation.—The value of a food depends largely upon the relation of one group of nutrients to another. Proper nutrition can only be obtained when a sufficient amount of flesh-forming as well as of heat-producing nutrients are present, when the “nutritive ratio” is properly balanced for the particular purpose in view, be it the growth of the child, the maintenance of the body, the restoration of matter consumed by labor of body or brain, or the supply of heat to make up for cold surroundings.
Milk contains all of these groups of nutrients. The protein is represented in milk by the casein and albumin, the fats by the butter-fat, the carbohydrates by milk-sugar, and the mineral matters by the milk-ash. Human milk contains them in a perfect proportion for infants, and for all purposes of nutrition cow’s milk may be used to make up a “balanced ration,” if not alone, then in connection with other food.
Nutritive Ratio.—As we said before, the “nutritive ratio” of a food means the ratio of its flesh-forming constituents—proteins—to its heat-producing nutrients—carbohydrates and fats. Cow’s milk, containing 1413.25% protein, 4% fat and 5% milk-sugar, has a nutritive ratio of 1 : 4.3, i. e., 1 part of protein to 4.3 parts of heat-giving nutrients, counting the fat equal to 2¼ of carbohydrates (multiplying the 4% fat by 2¼ makes 9, added to the 5% of sugar, makes 14; 3.25 to 14 equals 1 to 4.3). Skim milk, containing 3.4% protein, 0.2% fat, and 5.1% sugar, has a ratio of 1 : 1.6 (3.4 : 5.45). Mother’s milk, containing 2% protein, 4% fat, and 6.5% carbohydrates, has a ratio of 1 : 7.75. To substitute cow’s milk for mother’s, it must therefore be “modified.”
Calories.—Another way of comparing various foods than by the nutritive ratio is by measuring their “fuel value” or energy-producing capacity. The amount of heat required to raise the temperature of one kilogram of water 1° C., or one pound 4° F., is called a calorie. By extensive feeding experiments the caloric value of the various nutrient groups has been estimated as follows:
Measured by this rule the fuel value of:
| Whole milk is | 310 calories per pound |
| Skim milk is | 160 calories per pound |
| Full cream cheese is | 1885 calories per pound |
| Butter is | 3410 calories per pound |
Compared with other food, milk, although not suited to act as the sole food of adults, is one of the best and 142cheapest articles of diet, and should be much more extensively used.
The following table, compiled by specialists of the U. S. Department of Agriculture, shows the quantities of various foods needed to supply as much protein or energy as 1 quart of milk:
| Protein | Energy |
|---|---|
| 1 quart of milk is equal to— 7 ounces of sirloin steak 6 ounces of round steak 4.3 eggs 8.6 ounces of fowl |
1 quart of milk is equal to— 11.3 ounces of sirloin steak 14.9 ounces of round steak 9 eggs 14.5 ounces of fowl |
Another method of comparison is shown by the table below, in which the relative value of certain foods as economical sources of protein is given:
Milk at— |
Is as cheap as sirloin steak at— |
Or eggs at— |
|---|---|---|
| 7 cents a quart | 16.3 cents a pound | 17.6 cents a dozen |
| 8 cents a quart | 18.6 cents a pound | 20.1 cents a dozen |
| 9 cents a quart | 21.0 cents a pound | 22.6 cents a dozen |
| 10 cents a quart | 23.3 cents a pound | 25.1 cents a dozen |
| 12 cents a quart | 27.9 cents a pound | 30.2 cents a dozen |
| 15 cents a quart | 34.9 cents a pound | 37.7 cents a dozen |
According to this table, if milk is selling at 10 cents a quart, sirloin steak must sell as low as 23.3 cents a pound, and eggs at 25.1 cents a dozen to supply protein at equal cost.
When milk is— |
Sirloin steak must not be more than— |
And eggs not more than— |
|---|---|---|
| 7 cents a quart | 9.9 cents a pound | 9.3 cents a dozen |
| 8 cents a quart | 11.3 cents a pound | 10.6 cents a dozen |
| 9 cents a quart | 12.8 cents a pound | 11.9 cents a dozen |
| 10 cents a quart | 14.2 cents a pound | 13.2 cents a dozen |
| 12 cents a quart | 17.0 cents a pound | 15.9 cents a dozen |
| 15 cents a quart | 21.3 cents a pound | 19.8 cents a dozen |
Fallacy of Theoretical Valuation.—While the contents of protein and the ratio between digestible protein and fats and carbohydrates on one hand, and the fuel or energy value on the other, have long been the only recognized measures for food values, they are admittedly quite inadequate and insufficient and although they are a great help when used with discrimination in making up food rations, they are often abused by persons who do not take their fallacies into consideration.
Dr. E. V. McCollum
“Something Unknown.”—Recent investigations by Dr. F. G. Hopkins, of Cambridge, England, and Dr. E. V. McCollum, formerly of Wisconsin, now of the Johns Hopkins University, have proven conclusively that one food ingredient cannot always be substituted for another with impunity even though the most searching chemical analysis shows them both alike in contents and digestibility. There is “Something Unknown” in certain foods—“Vitamines” some call it—essential especially in promoting the 144growth of the young, which our present knowledge of chemistry cannot explain. In Bulletin No. 17 of the Wisconsin Experiment Station experiments with the feeding of rats are described which show how butter-fat could not be replaced in the ration by vegetable fats of apparently the same composition and digestibility without disastrous results, and similar conditions have been found in regard to other foodstuffs, proteins as well as fats. The yolk of eggs and butter-fat contain this unknown something which is absolutely essential for the growth of the child and which is missing in most substitutes, especially in lard and vegetable fats.
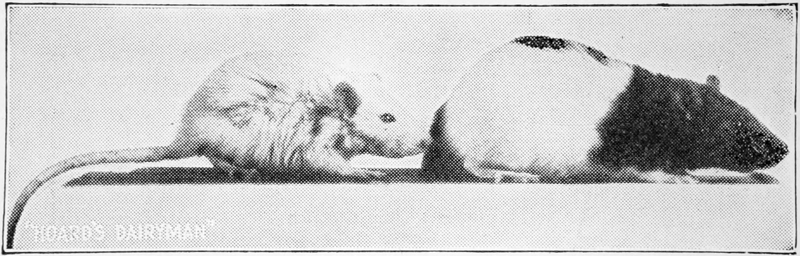
The rat on the left got five per cent of cottonseed oil and the one on the right got instead one and a half per cent of butter-fat, otherwise their rations were alike. These results are typical for any ration made up of purified foodstuffs with butter-fat in them as compared with any fat of plant origin. The plant fats lack an unknown something without which growth cannot proceed.
The above illustration is from the work of McCollum and Davis at the Wisconsin Experiment Station.
Realizing the fallacy of the old rules for making up rations for the feeding of farm animals, Professor Evvard of Iowa is trying the reliability of the instincts of animals as a guide to the proper selection of the most 145favorable combinations and proportions of food ingredients.[10]
We mention these experiments as a warning against placing too great reliance on the caloric theory or the relation of nutrients in making up food rations. We have yet much to learn and the good housewife trying to cook according to scientific rules will do well not to neglect the palatability of the food, but to watch the “instinct” which causes the child or the adult to reject or approve of, and enjoy, the food, which in most cases is a better guide than calories or protein contents, or the ration between the various groups of nutrients.
If received fresh and warm from the cow, milk should at once be strained through absorbent cotton or several thicknesses of cheese-cloth into wide-mouthed bottles or glass jars and placed in running water or ice water to cool as quickly as possible. If obtained from the milkman it may be left in the bottle in which it is received. The practice of delivering milk “loose,” dipping it from the wagon, should not be permitted, and is fast being abolished. Public safety demands that it should be bottled on the farm or in the creamery or milk station under sanitary conditions.
Keep the Milk Cool.—If the milk when delivered at the house is not cold enough to keep sweet as long as desired, it should, we repeat, be placed in ice water or cold running water until thoroughly cooled. Even if the air is cold, in the ice box, for instance, the milk cannot be cooled quickly enough without water. After it has been cooled in water it may be put in the ice 146box. In most ice boxes the temperature is allowed to rise higher than is generally supposed, and it is better to keep the milk bottle next to the ice than in the food compartments.
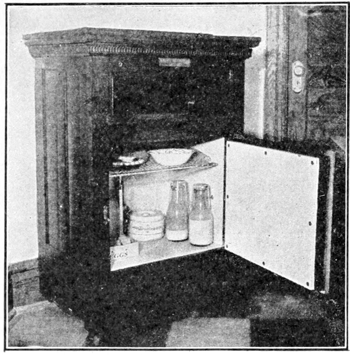
A clean ice box
Milk and cream easily absorb flavors from the air and should not be kept in open vessels next to other food. Any housekeeper knows how quickly milk or cream will be tainted by standing in the same compartment with onions or muskmelons; if the bottle is not covered, milk may also be contaminated by other less noticeable but more harmful vapors from nearby products. Let the milkman furnish you with some extra milk bottle caps, or cover your milk bottle with an inverted tumbler.
As has been shown in previous chapters, milk is a favorable soil for all sorts of germs and bacteria to grow in. It must therefore be kept from contamination with the utmost care, and everything that comes in contact with it must be scrupulously clean.
Top-Milk.—When the milk has been standing at rest three or four hours, the top-milk will be considerably richer than the rest. If such rich milk is wanted for any particular purpose it may be poured off, to be 147eaten with cereals, berries, etc. In twelve hours most of the cream will rise and may be skimmed off, although thirty-six or even forty-eight hours may be required to get all that can be obtained by setting. The half-skimmed milk left when the top-milk has been removed after 3 to 6 hours’ setting will still contain 2% or more of butter-fat and is very good for drinking; even the skim milk from which the cream has been taken after 12 hours’ setting is still an excellent beverage, provided it is sweet. Perfectly skimmed, almost entirely fatless, milk may be used in various ways in cooking, to make up for lack of protein in many other food products. But care must be taken that it is pure and sweet, or rather, its condition, sweet or sour, must be under the perfect control of the housekeeper. If a sample of milk will stand scalding or even boiling without curdling, it is usually fresh and in good condition for any use. On the other hand, if it curdles by scalding, it is beyond control and it may or may not make good sour milk, depending on the bacteria working in it.
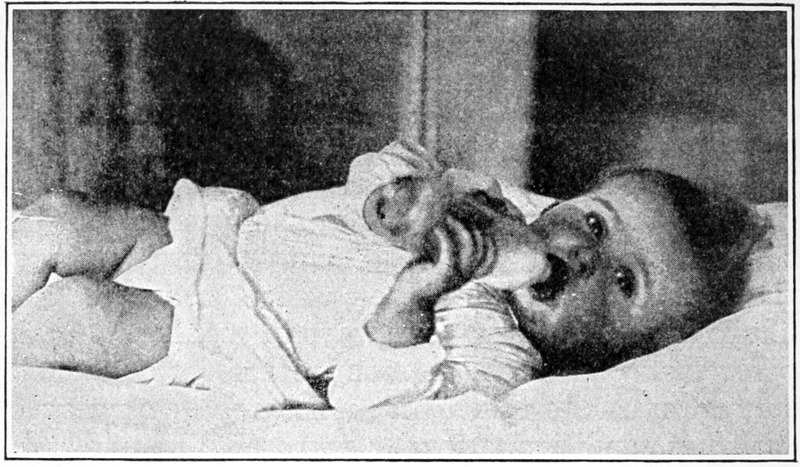
Comparing cow’s milk with mother’s milk, it will be seen that the latter contains less protein, about the same percentage of fat and more carbohydrates than the former. A comparison may be made from the following table of average composition in round figures:
Water |
Total solids |
Protein |
Fat |
Milk- sugar |
Mineral matters |
Fuel value per lb. | |
|---|---|---|---|---|---|---|---|
| Per cent | Per cent | Per cent | Per cent | Per cent | Per cent | Calories | |
| Mother’s Milk | 87 | 13 | 2 | 4 | 6.5 | 0.5 | 316 |
| Cow’s Milk | 87 | 13 | 3.25 | 4 | 5 | 0.75 | 312 |
Modifying Milk.—Undiluted cow’s milk is too rich in protein and in salts for infants and, when fed without modification, must be diluted with an equal amount of water during the first two or three months. Such dilution, 149however, also reduces the percentage of fat, which should remain the same, and of carbohydrates, which should be increased. In order to modify or “humanize” cow’s milk so as to make its composition nearly the same as that of mother’s milk, simple dilution with water is therefore not sufficient.
There are, however, various other methods which may be used to advantage. For instance, top-milk from a bottle of fresh milk which has stood 4 or 6 hours in ice water will contain 6 to 8% of fat. By diluting this with an equal part of water, the percentage of protein, fat and mineral matter will be about right, and sugar, either cane-sugar or milk-sugar, may be added to supply the carbohydrates. Or carefully prepared sweet whey containing milk-sugar, or barley water, may be added to the thin cream in place of some of the pure water.
The following recipes have been used with good results:
Infant Food.—Warm 1½ quarts of milk to blood heat. Remove from fire and add one Junket Tablet dissolved in a spoonful of cold water. Let the milk set until it forms a solid mass, then stir it up in order to break the curd. Place it back on the fire and stir until quite smooth, not allowing it to get any warmer than blood heat. It is then ready to strain through two thicknesses of cheese-cloth and care must be taken to squeeze well so as to obtain as much of the whey as possible, which is very important. Add one tablespoonful of sugar to sweeten. Pour into nursing bottles, the amount being according to the age of the baby. A sufficient number of bottles are prepared for 24 hours’ feeding. Care should be taken to keep the milk in a cool place as it will sour the same as fresh milk. Every time the baby is fed the milk must be warmed by placing the bottle in a pan of water and heating to the right temperature.
Where cow’s milk, even when diluted, or partly modified as in the home fashion, disagrees with the infant, this mixture may be used with good results: heat two quarts of milk to 100° F. Add two Junket Tablets dissolved in a tablespoonful of cold water. When the milk is congealed and perfectly solid draw through it backward and forward an ordinary four-tined silver fork; this will separate the curd. Strain through two thicknesses of cheese-cloth, saving the whey as this is the part you are to use; add a pint of water, a half ounce of sugar of milk, three ounces of cream and four ounces of the white of egg. The whites may be dropped into a quart fruit jar, a pint of the whey added, the top screwed on and the jar thoroughly shaken until the whites are well mixed with the whey; then add them to the remaining quantity and stand at once in a very cold place. This will be given in quantities from two to three ounces in an ordinary nursing bottle.
Formula by Dr. A. R. Green for 1st to 4th week:—
This mixture fills 8 bottles—each to contain 3 ounces. Feed 2½ hours apart.
Formula by Prof. A. Jacobi for 3d to 7th month:—
This mixture fills 6 bottles—each to contain 6 ounces. Feed 3 hours apart.
Formula by Prof. R. G. Freeman for 1st to 3d month:—
This mixture fills 6 bottles—each to contain 3 ounces. Feed 3 hours apart.
151Formula by Dr. A. F. Hess for 7th to 9th month:—
This mixture fills 5 bottles—each to contain 6 ounces. Feed 3½ hours apart.
Formula by Prof. R. G. Freeman for 2d to 6th month:—
This mixture fills 6 bottles—each to contain 6 ounces. Feed 3 hours apart.
After 9th month:—
Full pasteurized milk, 8 ounces every 4 hours.
When the modified milk can be obtained from a dairy laboratory where it is prepared with scientific care and accuracy, it is better to use it than to depend on home-made preparations, and in many cases a doctor’s prescription may be necessary. Even if the modified cow’s milk is prepared so as to contain apparently the same proportion of the various groups of nutrients as mother’s milk, there may still be some essential difference. For instance, the protein in human milk consists mainly of albumin, while that of cow’s milk is mostly casein. It is often a question whether the individual baby can digest the casein without trouble. A trifle of rennet ferment,—a fraction of a Junket Tablet,—added to the modified cow’s milk just before feeding may be beneficial to overcome that defect. A little limewater also is healthful as it neutralizes any acid that may develop in the mixture. For the particular needs of the individual baby, a competent doctor should be asked to prescribe.
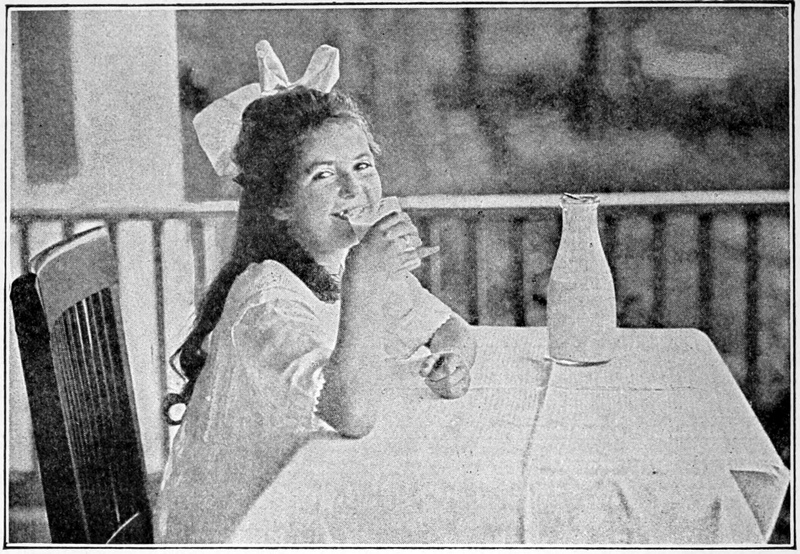
When the child is big enough to thrive on undiluted, unmodified cow’s milk, it should not only be allowed, but urged, to continue on a diet in which this, the best of all foods, is the most essential part. An excellent form in which to feed milk to the growing child is junket. Eaten slowly with a spoon as a pudding, it is exposed to the action of digestion much better than milk swallowed by the glassful in a hurry and even if it is cold there is no danger of defective rennet action in the stomach because such action has already taken place.
Doctors still disagree as to the desirability of pasteurizing milk for young children (see “Pasteurization,” Chapter I), some holding that the digestibility is affected 153by the process. The truth is probably that strong pasteurization at a temperature above 157° and holding the heated milk unnecessarily long at such high temperature do change the properties of the milk so as to make it harder to digest, but that the main difficulty is in the change of diet from raw to pasteurized milk or vice versa. Let the child get used to the change by making it gradual, diminishing the amount of one and increasing the amount of the other from day to day in a week, until the change is completed, and there will usually be little if any trouble. The secretions of digestive ferments in the stomach soon adapt themselves to the change in the food. The same holds good in case of other changes, as, for instance, from whole milk to more or less fatless milk, with additions of cereals or other partial substitutes;—it is always advisable to make any change in the child’s diet gradual.
Milk should also be used a great deal more than it is by grown persons, not only as a drink but in the daily cookery. In some homes milk in some form is a part of every menu and the meals are more delicious, attractive and nourishing than the ordinary milkless diet, and are also less expensive, as the milk takes the place of part of the meat. Dr. Graham Tusk of Cornell University, who represented the United States on the Interallied Council of Alimentation, says:
“No family of five should spend any money for meat until three quarts of milk have been purchased, and this should be done even though the price of milk should go to twenty cents a quart. Absolutely nothing in the food line will keep children so healthy as their daily supply of milk.”
In cooking with milk it is well to remember:
1. That, although milk is a liquid, it contains a large amount of solid food and of exceedingly nourishing, palatable and easily digestible food, much more than many vegetables or fruits. While milk has 13% of solid matter, water-melon has only 2%, turnips 4%, beets 12%, etc. When substituting milk for water, you add nourishment to the food and it is well to keep in mind the ingredients,—the amount of protein, fat, etc., added in the form of milk, which may take the place of other similar ingredients in the combination.
1552. That if milk is even but slightly sour, or if some other acid is added to it,—in the form of fruit, for instance,—it is apt to curdle by scalding or boiling.
The limits of a single chapter do not allow many recipes to be given, but a few are furnished under each of the several kinds of milk dishes, and a clever domestic science pupil or the ordinary good housekeeper and cook can easily add to these recipes indefinitely, by following out the simple suggestions offered.
All measurements are level.
Cream Soups.—So-called cream soups may be made with or without the addition of meat stock. For example:
Reserve tips of asparagus. Add stalks to cold stock, boil fifteen minutes, rub through sieve, thicken with butter and flour cooked together, add milk, tips, salt and pepper. If fresh asparagus is used, cut one bunch in small pieces, boil in as little water as will cover, remove tough bits of stalk, add two cups stock and proceed as above.
Boil celery in broth till tender. Rub through sieve, add milk, bring to the boiling point and add egg yolks beaten and diluted with cream.
Wash the spinach and cook thirty minutes in boiling water to which ⅛ teaspoon soda has been added. Drain and chop fine. Add stock and butter and flour cooked together, milk and seasoning.
Cauliflower, mushrooms, lettuce, string beans, onions and other vegetables may be used for soups in the same way. In all of these recipes milk may be substituted for the stock. The soups will be more nourishing, many like them better, and they are more easily prepared.
If canned vegetables are used they may be added to the thickened milk, which should be made in the proportions of one quart of milk to two tablespoons butter or substitute and two tablespoons flour. One can of beans, peas, asparagus, or corn, may be added to three pints of thickened milk.
If fresh vegetables are used, they should be boiled in as little water as possible and this water added with the vegetables to the hot, thickened milk. The addition of one-half to one cup of cream to these soups improves their taste but is not necessary. If the cream is whipped and added just before serving, the appearance is also much improved. The vegetables may be pressed through a sieve or not, as preferred. If the soup is to be served in cups it is better to do this or chop the vegetables very fine, but if the soup is to be served in soup plates it looks attractive and is more substantial if the vegetables are cut in inch pieces and left in the soup.
All cooks are familiar with cornlet soup, tomato 157bisque, and oyster and clam stews, the foundation of which is also milk. Plenty of good recipes for them can be found in any standard cook book.
Cereal Cream Soups.—There is another class of soups used much in Europe but, unfortunately, little known here. They are very nourishing, easy of preparation, and delicious.
A few recipes will suffice to introduce the housewife to this class of soups and she can then easily add to the varieties herself. Her family will enjoy the new dishes for their good taste and their novelty. Croutons, crackers, zwieback, or toast may be served with any of them. They should always be prepared in a double boiler.
Heat the milk in a double boiler, add the rice and cook two hours. Add sugar and butter. Sprinkle cinnamon on each plate of soup when serving.
Heat the milk in a double boiler, add sago and cook one-half hour. Care must be taken to stir the mixture often when the sago is first added or it will lump. Add butter and egg yolk beaten with sugar.
Add oat flakes to water and boil one-half hour. Add milk and boil one-half hour, add sugar and butter.
Scald milk and add cereal slowly. Cook one hour and add butter and sugar and a sprinkling of nutmeg.
Chowders are also a very acceptable way of serving milk. For rich chowders the proportions used are: Two cups of milk or of milk and water, 1 cup of potatoes cut into small pieces and 1 pound of fish. For flavoring add an onion fried in two tablespoons of fat tried out from salt pork. While these proportions make a rich dish, it is possible to reduce the amount of fish greatly, to leave it out entirely, to use small portions of left-over fish or some salt codfish which has been freshened, or to substitute corn for it. Such dishes are palatable and of reasonably high nutritive value, providing the greater part of the liquid used is milk.
Similar, but less rich and thick, is:
Soak the fish in lukewarm water until it is soft and the salt removed. Cook the potatoes in water until tender, drain them, add the milk and codfish, and bring to the boiling point; add the butter and salt to taste.
In place of the codfish, fresh fish, clams, oysters, or a little chipped beef may be used. Or the fish may be omitted and the soup made savory and palatable by adding a few drops of onion juice, or cheese or a vegetable cut into small pieces and cooked thoroughly.
Most cereals are better cooked in milk than in water and those not familiar with this method have no idea of the many good dishes which they can thus easily provide for their families. Cereals so prepared make an especially good wholesome breakfast or supper for school children and the writer has never seen an adult, who, on a cold night, did not enjoy a dish of rice, or corn meal, boiled in milk and served with cream and sugar for supper. Milk cereals must always be cooked in a double boiler and the milk must be hot when the cereal is added.
| Rice | 1 cup to 3 cups milk, boil 2 hours |
| Cornmeal | 1 cup to 4 cups milk, boil 1 to 2 hours |
| Fine Hominy | 1 cup to 4 cups milk, boil 1 hour |
| Cream of Wheat | 1 cup to 4 cups milk, boil 1 hour |
| Farina | 1 cup to 4 cups milk, boil 1 hour |
Cream of Wheat or Farina Pudding is also delicious. It is prepared in the same way, but ¾ cup of cereal only is added to 1 quart hot milk. Just before serving, a teaspoonful of vanilla is added, and two beaten eggs are folded in. It is eaten with cream, or milk, and sugar, or with maple syrup.
Dishes prepared principally of milk, with the addition of either eggs, cheese, meat, or vegetables are particularly adapted for luncheon or supper use. Here again a few standard recipes are given which can be varied to make any desired number of good, wholesome and delicious dishes.
160Creamed Dishes.—The same sauce may be used to cream cold chicken, lamb, veal, chipped beef, and cold boiled or baked fish, canned salmon, lobster or shrimps, according to the following recipe:
Melt butter and add the flour and milk. Bring to the boiling point and add diced chicken. Season with salt and pepper.
Many grate a small onion into the sauce before adding the chicken. The writer does not favor indiscriminate use of onion as it tends to make all dishes taste alike. It seems better to use sometimes a little celery or celery salt, sometimes an onion, and again frequently no flavor but the chicken or meat or fish. One’s cooking is thus more distinctive and varied.
If the creamed mixture is turned into a baking dish, covered with buttered bread or cracker crumbs and browned in the oven, the result is even more pleasing.
Such a sauce flavored with cheese makes a good and very nutritious gravy to pour over cauliflower and cabbage or to serve with boiled rice or hominy or poured over toast.
In creaming vegetables the proportion is usually 1 cup of sauce to 2 cups of vegetables. Potatoes, asparagus, cauliflower, boiled onions, beans, and carrots, beets or peas are all delicious served in this way.
Cream asparagus. Arrange in a baking dish, alternate layers of the asparagus and slices of hard boiled eggs. Cover with buttered crumbs and bake till crumbs are a delicate brown.
Souffles.—Souffles are always delightful, and while many consider them difficult to make they are really very simple and if made correctly are always to be depended upon. They should, however, be eaten at once when baked.
Salmon, chicken, lamb, veal, ham and cheese, and also many vegetables such as asparagus, cauliflower and peas may be prepared in this way. Elaborate recipes are often given, but the following is entirely sufficient and always satisfactory:
To the meat or vegetables add white sauce (2 tablespoons butter and 3 tablespoons flour to 1 cup milk) and beaten yolks. Cool and add whites beaten stiff. Bake 30 minutes in moderate oven. This makes a dish large enough to serve four or five persons.
A similar dish, Cheese Fondu, is also good, and can stand longer than a souffle before serving.
Bake in a hot oven for twenty minutes.
Variations of this dish are made by substituting one cup minced ham for one cup of the cheese, or by 162using two cups of ham and omitting the cheese altogether.
A very good way to serve milk toast is to toast bread thoroughly and to pour hot milk over it at the time of serving. In serving milk toast in this way all the dishes should be kept very hot. A heavy earthenware pitcher may be used for serving the hot milk, as it retains heat for a long time.
Eggs are much better poached in milk than in water. If served on toast the hot milk may be poured on the egg if a soft toast is desired. If not, dip the eggs out of the milk with a perforated spoon and lay on the toast in the usual way, adding salt and butter.
Meat is wholesome and relished by most persons, yet it is not essential to a well-balanced meal, and there are many housekeepers who, for one reason or another, are interested in lessening the amount of meat which they provide or to substitute some other foods for it.
Cheese naturally suggests itself as a substitute for meat, since it is rich in the same kinds of nutrients which meat supplies, is a staple food with which everyone is familiar, and is one which can be used in a great variety of ways. In substituting cheese for meat, pains should be taken to serve dishes which are relished by members of the family. A number of recipes for dishes which are made with cheese follow:
Scald milk, onion, mace and pepper pod. Melt butter in saucepan, blend flour with melted butter. Strain milk and seasonings and add gradually to flour mixture, stirring all the time. Return to double boiler to cook. When creamy, add the cheese, salt and pepper, stirring until cheese is melted. Then pour over well-beaten egg yolks, stirring all the time. Whip until frothing and serve.
Arrange creamed potatoes and grated cheese in alternate layers. Cover with buttered crumbs and bake till crumbs are brown.
Split hot baked potatoes lengthwise and remove contents without injuring skin of potato. Put potato through ricer or mash, add salt and pepper to taste and enough hot milk to make of proper consistency. Beat until light, refill the skin, piling up lightly. Sprinkle thickly with grated cheese and reheat in oven until cheese is melted and a delicate brown.
Break macaroni into one-inch pieces. Cook in boiling water until tender. (If macaroni is put in a wire basket in kettle, it will not stick to the kettle.) Drain and run cold water through it.
Make sauce:
Add cheese and macaroni. Cover with crumbs and bake until crumbs are brown.
Add rice to boiling water. When tender drain, cover bottom of buttered baking dish, sprinkle with grated cheese and a little paprika. Add alternate layers of rice and cheese until dish is full. Add milk nearly to fill dish. Cover with crumbs and bake until milk is absorbed and crumbs are brown.
Mix milk, bread crumbs, cheese, melted butter and salt. Add yolks of eggs beaten until lemon colored. Cut and fold in whites of eggs beaten until stiff. Pour into a buttered baking dish and bake twenty minutes in a moderate oven.
Melt the butter in a saucepan, add the flour and mix well; add scalded milk gradually and seasonings; cook two minutes. Remove pan to back of stove and add cheese and well-beaten yolks of eggs. Set pan where mixture will cool. When cold, add the whites of eggs beaten until stiff and dry. Turn into a buttered baking dish and bake twenty minutes in a slow oven. Serve the moment it comes from the oven.
Scald milk in double boiler and add bread crumbs to it. Then add grated cheese, melted butter and seasonings. Cook in double boiler until cheese is melted; add the slightly-beaten egg gradually. Cook five minutes and serve on dry toast.
Beat yolks of eggs thoroughly; add salt, pepper and hot water. Beat whites till stiff and dry; add cheese and fold into first mixture. Melt butter in pan, turn in mixture and cook slowly. When well raised and a delicate brown underneath, place pan in hot oven to cook top. Fold and turn on hot platter.
Make as above, omitting cheese. Make two cups of hot, white sauce; add 1 cup grated cheese, melt and pour around the omelette.
Break the eggs into a buttered baking dish and cook in hot oven until they begin to turn white around the edges. Then cover eggs with the white sauce and over this put the mixture of crumbs, cheese and seasonings. Brown in very hot oven, so eggs will not be overcooked by time cheese is brown. If preferred, or for variety, 166the cheese may be added to the white sauce and only the seasoned crumbs put on the top.
Mash beans or put them through a meat grinder. Add the cheese and sufficient bread crumbs to make the mixture stiff enough to be formed into a roll. Place in buttered baking pan and bake in moderate oven. Baste frequently with one-half cup hot water, in which one tablespoon butter is melted. Serve the roast with tomato sauce. If desired, a few drops of onion juice or a little finely chopped onion may be added to flavor this dish.
Remove the heart from a small cabbage, cut or chop the remainder into half inch pieces, boil in salted water exactly twenty minutes and drain. For one pint of this cooked cabbage make a sauce of:
When thoroughly blended add the cabbage; cover with buttered crumbs and bake twenty minutes. The result is a good dish for supper or luncheon and it is well named.
Stuff canned pimentos with cream cheese, cut into slices, place on lettuce leaves and serve with mayonnaise dressing.
Select celery stalks with deep grooves in them; wash and dry on clean towel. Mix a small cream cheese with a bit of salt, and ¼ cup finely chopped nuts (pecans are best). Fill grooves in celery stalk with the cheese mixture and chill. When ready to serve cut 167stalks into small pieces with sharp knife. Serve on lettuce leaves with French dressing.
For a pleasant addition to fruit salad, fill tender celery stalks with roquefort cheese, and lay one or two on each plate of salad.
Remove top and seeds from a sweet green pepper. Scald it with boiling water, letting it stand in water about ten minutes. Mix soft cream cheese with chopped nuts, or with tiny cubes of cooked beets and fill pepper with this mixture; chill well, cut in thin slices with sharp knife and serve on bed of head lettuce with French dressing.
Apples can also be used (with cheese and nuts) by removing core without breaking the apple.
All that has been said of cheese as a valuable food and as a substitute for meat, applies equally to cottage cheese and it is so easily prepared, inexpensive and generally relished that it should be used much more freely than it is.
The following recipes are only a few of the many that might be given, but the careful cook should evolve other combinations equally attractive.
Unit, 1 gallon. For lesser amounts, measurements to be divided accordingly.
Take 1 gallon of sweet skim milk; add ¾ cup of clean, sour milk and stir as it is put in. Raise the temperature in hot water to 75 168degrees Fahrenheit, using a dairy thermometer. Remove from heat and place where it is to remain until set. Add ⅛ of a junket tablet thoroughly dissolved in a tablespoon of cold water; stir while adding. Cover with cloth and leave for 12 to 16 hours in even temperature, about 75 degrees Fahrenheit. At end of this period there should be a slight whey on the top and when poured out the curd should cleave sharply. Drain through cotton cloth, not cheese-cloth. When whey has been drained out, work in 1 or 2 teaspoons of salt to the cheese, according to taste; 1½ to 2 pounds of cheese should be obtained from a gallon of milk.
For table use it is advisable to work in 1 or 2 tablespoons of cream to the pound. For use in cooking, this is not necessary.
One may also make cottage cheese of freshly soured milk by simply heating it in a double boiler till whey forms, letting it stand an hour and then turning it into a cheese-cloth bag to drain. To the dry curd formed add sweet or sour cream and salt to taste. When made in this way care must be taken that the milk is freshly soured—if it is old it will have a bitter taste and the cheese will not be good.
Thin slices of rye, brown or white bread, buttered, with fillings of cottage cheese in combination with jelly, marmalade, pimentoes, lettuce or mayonnaise are all good.
Toast slices of bread, cut diamond shape and spread with butter and cottage cheese or cottage cheese alone and put together with any one of the following combinations:
Tomato, lettuce and mayonnaise dressing.
Thin slices of ham spread with mustard and lettuce.
Sliced, tart apple, chopped nuts and drops of French dressing.
Sliced orange and mayonnaise.
Sliced Spanish onion, a hot fried egg sprinkled with Worcestershire sauce.
Thin slices of tomato, bacon, chicken, lettuce and mayonnaise dressing.
Mix in order given. A chopped hard boiled egg improves it.
A similar salad dressing, although containing no cottage cheese, may be given here also.
Mix in order given.
Either of these is particularly good with green vegetables.
For a fruit salad the eggs should be omitted and double the amount of sugar used.
Lettuce, sliced cucumber or green, sweet peppers, cottage cheese formed in small balls or slices, mayonnaise or French dressing.
Mix the ingredients in the order given. Bake the pie in one crust. Cool it slightly and cover it with meringue made by adding 2 tablespoons of sugar and ½ teaspoon of vanilla to the beaten white of 2 eggs and brown it in a slow oven.
Serve on individual plates ½ cup cottage cheese to which has been added 2 tablespoonfuls whipped cream (sweet or sour). Over this pour ½ cup currant jam.
Pass saltines or other dry, unsweetened crackers.
Dissolve yeast in water, melt butter, combine all ingredients except flour. Add 3 cups flour gradually, beating vigorously. Let rise till light; cut down and knead in 2½ cups flour. Cover and allow to rise until three times original bulk. Roll ½ inch thick. Cut, spread half with butter and fold over. Put in buttered tins to rise, placing 1 inch apart. Bake when light in a hot oven 15 to 20 minutes.
Beat eggs thoroughly. Add gradually, while beating, the milk and flour, to which salt has been added. Add butter and beat two minutes with Dover egg beater. Put a half teaspoon of butter in hissing hot iron gem pans. Fill half with batter and bake thirty minutes in a hot oven. Serve immediately.
Mix and sift all the dry ingredients. Add molasses to the milk and combine this gradually with the dry materials. Add the nuts. 171Half fill baking powder cans, with oiled cover, and let stand one-half hour. Bake three-quarters of an hour in moderate oven.
Sift dry ingredients together, cut in butter with knife, add milk to make a stiff dough. Roll out thin and bake in hot oven. Serve with honey or maple syrup.
Sift flour and spices, salt and soda together. Mix other ingredients in the order given and combine mixtures. Bake in moderate oven 30 minutes.
Beat egg thoroughly, add sour milk, flour and salt. Dissolve soda in ½ tablespoon cold water. Add to mixture. Beat thoroughly. Cook on oiled, hot waffle iron and serve hot with maple syrup.
Mix and sift dry ingredients, add milk, beaten yolks, butter and egg whites beaten stiff.
Mix in order given.
Mix in order given.
Mix dry ingredients thoroughly. Mix the sour milk and molasses. Stir in dry ingredients, beating thoroughly. Turn into well buttered pound baking powder cans. Cover tightly and steam three hours. Take from can and slice, ½ cup raisins or nuts can be added to the dough mixture, if desired.
For desserts the number of custards, creams and puddings made with milk is legion, and they are so well known and can be so easily varied that only a few stock recipes need be given.
Beat eggs slightly, add sugar and salt; stir constantly while adding gradually hot milk. Cook in double boiler, continue stirring until 173mixture thickens and a coating is formed on the spoon; strain immediately, chill and flavor. If cooked too long the custard will curdle. Should this happen, by using a Dover egg beater it may be restored to a smooth consistency, but custard will not be as thick. Eggs should be beaten slightly for custard that it may be of smooth, thick consistency. To prevent scum from forming, cover with a perforated tin or sprinkle with granulated sugar when cooling.
Heat milk to boiling, add cornstarch dissolved in a little cold milk and a pinch of salt. Boil five minutes, add yolks of eggs beaten with sugar. Boil 2 minutes longer, remove from fire and beat in the whipped whites of eggs. Flavor with vanilla or lemon. Serve cold with cream and sugar or canned peaches or pears.
This is used also as a filling for cream pie, using the beaten whites of eggs, sweetened for a meringue and browning slightly in oven. Bake the crust before filling with the cream.
Beat eggs slightly, add sugar and salt, pour on slowly scalded milk, strain in buttered mold, set in pan of hot water. Sprinkle with nutmeg and bake in slow oven until firm, which may be readily determined by running a silver knife through custard. If knife comes out clean, custard is done. During baking care must be taken that water surrounding mold does not reach boiling point or custard will whey. Always bear in mind that eggs and milk combination must be cooked at a low temperature. For cup custards allow three eggs to four cups milk; for large molded custard four or five eggs; if fewer eggs are used, custard is liable to crack when turned on a serving dish.
Pare and core apples that are not too sour to hold their shape when baked. Put in a pudding dish, sprinkle the half cupful of sugar over and around them, also filling place where the core was taken out. Put in oven and bake. Remove from oven and pour around them the milk mixture made thus: Beat the eggs well, add sugar and beat again, add milk, salt and vanilla. Bake slowly until a knife-blade will come out clean after insertion in the custard. Serve hot or cold, with or without whipped cream. This is an especially good dessert for children.
175Beat eggs slightly; add sugar, salt, vanilla, milk and coffee. Strain into buttered individual molds, set in pan of hot water and bake until firm.
Put sugar in omelette pan, stirring constantly over hot part of range until melted to a syrup of light brown color. Add gradually to milk, being careful that milk does not bubble up and go over, as is liable on account of high temperature of sugar. As soon as sugar is melted in milk, add mixture gradually to eggs slightly beaten, add salt and flavoring, then strain in buttered mold. Bake as custard. Chill and serve with caramel sauce.
Wash the rice thoroughly, mix the ingredients and bake three hours or more in a very slow oven, stirring occasionally at first.
Add to the list of ingredients for boiled custard ¼ cup of pearl tapioca. Soak the tapioca in water for an hour or two, drain it, and cook in the milk until it is transparent. Proceed as for boiled custard.
Bread and rice puddings, made with milk and eggs, are familiar to all cooks. Made without eggs, the following will be found suggestive:
176For a quart of milk allow ⅓ of a cup of any coarse cereal (rice, cornmeal, cracked wheat, oatmeal or barley); add ⅓ of a cup of brown, white or maple sugar, syrup, honey or molasses; ½ teaspoon salt; ⅛ teaspoon spice. The flavoring may be omitted when honey or molasses is used.
The above recipe makes quite a large pudding. It is often convenient to make a smaller one, and enough for a child’s dinner can be made in the double boiler, allowing two level or one rounding tablespoon of cereal to a cup of salted and flavored milk. Cook an hour and sweeten slightly.
These puddings, if made thin, may be poured over stewed prunes or other cooked fruits, and are a good and economical substitute for the cream or soft custard usually used for that purpose.
A very old recipe for a baked corn pudding has recently been given to the author.
Milk and fruit mold
Heat milk in double boiler. Mix cornstarch with cold milk, stir it into the hot milk, add salt and sugar and cook, stirring occasionally, for 10 minutes. Remove from fire, fold in the beaten whites 178and add the flavoring. Rinse mold in cold water, drain, pour in part of the cooked mixture, add a layer of cherries and continue until mold is filled. Set on ice to chill. May be served in tall glasses, as illustrated, or unmolded on a flat serving platter.
Cook rice, salt, the quarter cup of sugar and milk together in a double boiler until rice is tender. Remove from fire, add grated rind and beaten eggs and mix well.
Put the cup of sugar in a small saucepan over the fire and stir constantly until it is a golden brown liquid. Have a mold heating, and when very hot pour the liquid in it, turning the mold so that all parts are coated. Turn the rice into the mold and set it in a pan of water in a hot oven for 20 minutes, having the mold covered the entire time.
Remove from oven, let stand until cold, unmold and serve with the caramel sauce that is in the mold.
Soak gelatine in the cold milk for 10 minutes. Heat balance of milk in a double boiler, add salt, sugar and beaten yolks, stirring 179constantly. Cook until mixture coats the spoon, remove from fire, add soaked gelatine and stir until dissolved. Then set aside to cool and when beginning to thicken add flavoring and mix in lightly the stiffly beaten whites.
Rinse a mold in cold water, drain, pour in mixture and set in a cold place until firm. Unmold and serve plain or with thin cream.
Milk cream
Heat a quart of milk until lukewarm, not to exceed 100° F. Remove from fire; sweeten and flavor to taste, using vanilla or any other desired flavor. Dissolve one Junket Tablet in cold water and stir the solution quickly into the lukewarm milk. Pour immediately 180into individual serving dishes, sherbet glasses, bowls or the like, and let stand warm until thickened. When “set” remove to ice box or other cool place without stirring and let stand until serving time. Serve with or without whipped cream, a sprinkle of nutmeg, or a few strawberries on the top, etc.

Plain junket
Sweeten a quart of milk with half a cup of sugar. Melt one square of chocolate or two tablespoonfuls of cocoa, add half a cup of the milk and boil one minute. Remove from fire and add the remainder of the milk, which must not be boiled, and a teaspoonful of vanilla. Probably the mixture will be lukewarm, if not, warm until it is. Stir in dissolved Junket Tablet, pour at once into serving dishes and leave undisturbed until set. Chill and serve. If whipped cream sweetened and flavored with vanilla is heaped upon the Chocolate Junket when serving, a most attractive dessert is obtained, and Chocolate Junket frozen makes a delicious ice cream.
One-half cup very strong coffee, ½ cup sugar, added to 1¾ pints of heated milk. Dissolve. Add your Junket Tablet and finish as ordinary Junket. Serve with cream.
An endless variety of Junkets can be made by varying flavor and color, by adding fruit or preserves, etc., and in the sick room various medicines or stimulants, peptone, wine, etc., may conveniently be administered as an ingredient in the pudding.
Prepared Junket in which all the ingredients are found except the milk is on the market in the form of a powder called “Nesnah.” It is put up in various flavors and is easily and quickly made when milk is at disposal.
181Heat 1 qt. milk lukewarm, remove from fire, add one package of the prepared Junket and dissolve quickly and thoroughly by vigorous stirring for ½ minute only. Pour immediately into individual serving dishes and let stand in warm room until thoroughly set. Place in ice box until serving time. Serve with or without plain or whipped cream.
Heat the milk until lukewarm and add the tablet dissolved in the cold water. Allow it to set in a warm room. Then break up the curd gently and strain it through two thicknesses of cheese-cloth, being careful to remove all the casein. Cool at once and serve cold, without or with sweetening, and flavor as desired.
Heat the milk in a double boiler and add the lemon juice. Cook without stirring until the whey separates. Strain through cheese-cloth and add the sugar. Serve hot or cold, garnished with small slices of lemon.
Boil milk with sufficient cinnamon to flavor as desired. Sweeten and serve warm or cold.
Soak the rice twelve hours. Add the scalded milk, salt and sugar. 182Stir well and cook one hour; then rub through a fine sieve. Thin with more hot milk and serve.
Make a thin syrup of the sugar and water and cook one minute. Soften the yeast in two tablespoons of lukewarm milk. Heat the milk until lukewarm, add other ingredients and shake. Put in stone, sterile bottles, place in an upright position for twelve hours, at 70° (kitchen heat); then turn on side and leave at a temperature of 50° (lower part of ice box). Ready for use after the first twenty-four hours; often kept several days, but the longer it is kept the less palatable it is. It should look like thick, foamy cream.
Break the egg into a large glass and beat well. Add sugar and a couple of drops of vanilla or a dust of nutmeg and beat again. Fill up glass with rich milk. This makes a very nourishing drink.
Break egg into bowl, beat thoroughly with egg beater, add sugar, flavoring, a tiny pinch of salt and buttermilk. Beat again till light and foamy. Turn into glass.
A variation may be made from ordinary buttermilk by the addition of lemon juice and sugar. “Buttermilk lemonade” usually requires the juice of three 183lemons to one quart of buttermilk. The quantity of lemon and sugar, however, should be varied to suit the taste of the individual. The beverage is delightful and is especially refreshing on a hot summer day.
One may also use the juice of two oranges and one lemon to one quart of buttermilk, instead of the lemons alone.
Many people like the clear buttermilk slightly sweetened with a few grains of salt added.
Scald milk. Melt chocolate in small saucepan and gradually add boiling water. When smooth add to scalded milk, sweeten and add salt and vanilla. Mill with Dover egg beater, and serve, putting a large teaspoon of whipped cream on each cup.
Mix cocoa and sugar, add water and stir into milk already heated in double boiler. Cook 15 minutes, add vanilla and salt. Serve with whipped cream. A famous cook known to the writer adds 1 teaspoon cornstarch dissolved in 1 tablespoon cold water to the cocoa when nearly ready for the table. It adds to the apparent richness of the beverage.
1. A tablespoonful of milk put in the pan before frying eggs will keep them tender.
2. Covering cold chicken or other meat with buttermilk will keep it for twenty-four hours or more, without affecting the meat except to make it more tender.
3. Custards and ice cream kept too long in warm weather may cause ptomaine poisoning.
4. Keep milk covered to shut out flavors from other food.
5. Milk warm from the cow should not be kept in a closed receptacle.
6. Danish cooks soak a piece of veal in skim milk overnight before roasting it, to improve the flavor.
7. Sliced ham covered with milk and baked in a moderate oven for an hour has delicate flavor and is always tender.

Dairy and household thermometers
In the United States and Canada as well as in England Fahrenheit’s thermometer is generally used according to which water freezes at 32° and boils at 212° at ordinary air pressure, leaving 180 degrees between the freezing and the boiling point. In some countries in Europe Réaumur’s thermometer is used with 0° for the freezing point and 80° for boiling. In France and for scientific work in all countries, however, the Celsius or Centigrade system is employed for measuring heat 185and cold, having 0° for freezing and 100° for boiling. As there are 180° Fahrenheit, 80° Réaumur and 100° Centigrade between freezing and boiling, the divisions are therefore as 9° F. to 4° R. and 5° C.
To change from degrees of F. above the freezing point to the other systems deduct 32, divide the remainder by 9 and multiply by 4 or by 5 respectively. To change from C. to F. divide by 5, multiply by 9 and add 32, etc. As the metric system is gradually being introduced everywhere instead of the old systems for weights and measures, so also is the Centigrade thermometer being substituted for the others and in cookery it may soon be used exclusively.
1. From circular No. 85 of a series of statements prepared under the direction of the Secretary of Agriculture, covering the agricultural situation for 1918.
2. The Babcock Test is operated as follows: When the milk has been thoroughly mixed and a true sample has been taken the pipette is filled to the mark by sucking the milk into it until it stands a little above the mark on the stem, then quickly placing a dry finger over the end of the pipette and allowing the milk to escape until it just reaches the mark. The quantity thus measured off is 17.6 c.c. The pipette is then emptied into the test bottle by placing the point in the neck and allowing the milk to flow slowly down the inside of the neck, taking care not to lose any of the milk. Blow the last drops out of the pipette into the bottle.
The measuring glass, holding 17.5 c.c., is filled to the mark with sulphuric acid of a specific gravity of 1.82 to 1.83 and this is poured into the milk in the test bottle. The acid is a strong poison and must be handled with care. Pour it slowly down along the wall of the bottle which is held at an angle and turned slowly during the operation.
Now give the bottle a rotary motion to thoroughly mix the milk and the acid, shaking vigorously towards the end of the operation so as to be sure not to leave any of the acid which is heavier than the milk at the bottom of the bottle.
Whirling.—The bottles are then placed in the centrifugal machine and whirled for five minutes at the proper speed—from 600 to 1200 revolutions per minute—according to the diameter of the machine and as stated in the directions which come with the tester. The mixture of milk and acid is hot enough if the whirling is done at once, but if it is allowed to cool the bottles should be placed in hot water of 150 to 170° for about 15 minutes; whirling at full speed for 4 minutes brings all the fat to the top.
Hot water is now added until the bottle is filled almost to the scale on the neck and the bottles are again placed in the machine and whirled at full speed for one minute. Hot water is then again added until the lower end of the fat column is within the scale, preferably at the 1% or 2% mark on the neck of the bottle. Whirl once more for one or two minutes and then read off the percentage of fat on the scale. Each division represents 0.2% fat. The fat column is measured from the lower line between the fat and the water to the point where the top of the fat column touches the wall of the neck. A pair of dividers are handy for measuring the fat column and reading off the percentage of fat in the milk. The bottle with contents should be warm—about 140°—when the measure is taken.
For testing skim milk and cream special forms of test bottles are used—which are described in the circulars coming with the testers and students who desire fuller information are referred to Farrington and Woll’s “Testing Milk and its Products,” published by the Mendota Book Co., Madison, Wis.
3. The Acid Test depends upon what in the laboratory is called “titration” and makes use of a “burette,” a long, graduated measuring tube provided with a pinch-cock. This burette is filled with an alkali solution of known strength, usually a “tenth normal” solution of caustic soda. A certain amount of the milk to be tested is measured off into a glass or a white porcelain cup. As a 17.6 c.c. pipette belonging to the Babcock test usually is at hand, that may be used for this purpose. A few drops of an Indicator is added to the milk and under constant stirring the soda solution is allowed to drip into it until suddenly it turns pink. The color will quickly disappear, however, and a few more drops of the alkali are added and stirred in several times until a faint but distinct pink color remains for some time. That indicates that the acid in the milk has been neutralized and the amount of the soda solution consumed is then read off on the scale on the burette. By dividing the number of c.c. of the soda solution used by two, the tenths per cent of lactic acid in the milk is found. For example, if it takes 4 c.c. of the soda solution to neutralize 17.6 c.c. milk, the acidity is .2%. This depends upon the fact that 1 c.c. of a tenth normal soda neutralizes .009 gram of lactic acid and that therefore the per cent of acid in the milk is equal to .009 multiplied by the number of c.c. of soda solution used, divided by the number of c.c. of milk and multiplied by 100.
If 50 c.c. of milk is taken instead of 17.6 the calculation is changed accordingly.
4. Farmers’ Bulletin No. 602, U. S. Dept. of Agriculture.
5. Butter Color is made of the coloring matter of “Annatto” dissolved in a refined vegetable (salad) oil. The Annatto tree (Bixa Orelana) grows in the tropics and the seed which has a thin coating of this beautiful coloring matter comes mostly from the West Indian Islands, Jamaica, Porto Rico and Guadeloupe. It is perfectly harmless and is used by the natives to flavor and color soup and other foods much as we use tomatoes.
6. The Marschall Rennet Test consists of a graduated cup (a) with a fine hole for an outlet in the bottom. One cubic centimeter of a standard rennet extract is diluted with water in the glass bottle (c). The cup is filled with milk and placed on the corner of the cheese vat, the milk being allowed to run through the fine hole in the bottom of the cup. The moment the surface of the milk reaches the upper mark of the graduation in the cup the diluted rennet extract is added and quickly stirred into the milk with the spattle (d).
When the milk begins to curdle it stops running out. The sweeter the milk is the more will run out before coagulation stops it and the mark on the scale at which it stops indicates the degree of acidity or ripening. The point is to have the milk alike every day and if, for instance, the cheesemaker has found that his cheese is best if he adds the rennet to the milk in the vat when the test shows 2½, he wants to ripen the milk to that degree every day. So, if the test shows 3 or 4, it indicates that the milk is not sufficiently ripened and it should be allowed to stand warm for a longer time before it is set with rennet.
8. Rennet (see under “Ferments” in Chapter I) is prepared from the third division of the stomach of the suckling or milk-fed calf. Fifty years ago cheesemakers used to make their own rennet by soaking salted calves’ stomachs in sour whey, and our grandmothers used a piece of a dry, salted stomach to make Junket or “Curds and Whey.” About 1868, Christian Hansen, of Copenhagen, Denmark, began the preparation of Commercial Rennet Extract which soon supplanted the home-made rennet in all countries wherever cheese was made. Nowadays rennet in liquid or powder or tablet form for cheesemaking, and Junket Tablets for milk puddings, are prepared pure and of known strength in laboratories and handled by druggists and dealers in dairy supplies.
The fresh stomachs are saved by the farmers or butchers and are either blown up and dried in the air protected from sunlight and rain, or split lengthwise and spread out flat and salted on both sides.
In the laboratory the ferment is extracted by chemicals and a pure, clear liquid extract is prepared, of uniform strength and good keeping quality. Or the extract is condensed into a powder which again is compressed into tablets of great strength.
The ferment acts best when the milk is lukewarm, but it will do the work at temperatures ranging from 50°, or even lower, to 120° F. Strongly pasteurized or sterilized milk will not curdle with rennet, but milk pasteurized at a low temperature is not changed enough to prevent it from making a firm curd. More rennet does not make a firmer curd but causes the milk to curdle quicker; less rennet makes the process slower. Diluted milk will not curdle firmly, and the failure of milk to make a smooth coagulum of the usual consistency and in the usual time, the temperature being right and the regular amount of a standard rennet being used, is a never-failing proof that something is the matter with the milk. It has been changed from its natural condition by over-heating in pasteurization or by watering or doctoring, or it has not been properly ripened.
9. W. O. Atwater, Farmers’ Bulletin No. 142.
10. Dr. E. V. McCollum in “Hoard’s Dairyman.”
11. Prepared for “The Story of Milk” by A. Louise Andrea.
Cheese Making; John W. Decker, Columbus, O.
The Milk Question; M. J. Rosenau, Houghton-Mifflin Co., Boston.
The Manufacture of Cheese of the Cheddar Type from Pasteurized Milk; J. L. Sammis and A. T. Bruhn, Bulletin 165, Bureau of Animal Industry, Washington, D. C.
Dairy Laboratory Guide; Charles W. Melick, D. Van Nostrand Company, New York City.
Handbook for Farmers and Dairymen; F. W. Woll, John Wiley & Sons, New York City.
Testing Milk and Its Products; E. H. Farrington and F. W. Woll, Mendota Book Company, Madison, Wis.
Farmers’ Clean Milk Book; Dr. Charles E. North, John Wiley & Sons, New York.
Ost og Osteproduktion; G. Ellbrecht, Nordisk Forlag, Copenhagen, Denmark.
Outlines of Dairy Bacteriology; N. L. Russell, Madison, Wis.
A B C in Butter Making; J. H. Monrad, Urner-Barry Co., New York.
A B C in Cheese Making; J. H. Monrad, Urner-Barry Co., New York.
Dairy Chemistry; Henry Droop Richmond, Charles Griffin and Company, Ltd., London.
Milk, its Nature and Composition; C. M. Aikman, Adams and Charles Black, London.
Milk and Its Products; H. H. Wing, The Macmillan Co., New York.
Principles and Practice of Buttermaking; G. L. McKay and C. Larsen, John Wiley & Sons, New York.
Science and Practice of Cheese Making; L. L. Van Slyke and Chas. A. Publow, Orange Judd Company, New York.
Agricultural Bacteriology; H. W. Conn, P. Blakiston’s Son & Co., Philadelphia.
Creaming Milk by Centrifugal Force; J. D. Frederiksen, Little Falls, N.Y.
189The Common Sense of the Milk Question; John Spargo, The Macmillan Company, New York.
Practical Dairy Husbandry; X. A. Willard, Excelsior Publishing House, New York.
Maelkeri Bakteriologi; Orla Jensen, Copenhagen.
Maelkeribruget i Danmark, Bernhard Boggild, Copenhagen.
Mejerivaesenet i Nord-Amerika; J. D. Frederiksen, Copenhagen.
Modern Dairy Guide; Martin H. Meyer, Madison, Wis.
La Laiterie; A. F. Pouriau, Librairie Audot, Lebroc & Cie, Paris.
The Dairying Industry in Canada; J. A. Ruddick, Dept. of Agriculture, Ottawa, Canada.
Canadian Dairying; Henry H. Dean, William Briggs, Toronto.
The Business of Dairying; Clarence B. Lane, Orange Judd Co., New York.
Questions and Answers on Buttermaking; Chas. A. Publow, Orange Judd Company, New York.
The Prolongation of Life; Elie Metchnikoff, G. P. Putnam’s Sons, New York.
The Bacillus of Long Life; Loudon M. Douglas, G. P. Putnam’s Sons, New York.
The Book of Butter; Edward Sewall Guthrie, The Macmillan Co., New York.
The Care and Feeding of Children; L. Emmett Holt, M. D., D. Appleton & Co.
190
The following pages contain advertisements of a few of the Macmillan books on kindred subjects.
192The Book of Ice Cream
This book is intended to aid the student and the commercial manufacturer in better understanding the principles of making and handling ice cream. It is not primarily intended as a recipe-book, although many recipes are included in the text.
The first five chapters consist in a general discussion of the materials used in the manufacture of ice cream as well as the stabilizers and fillers and flavoring materials. The next chapter deals with the classification of ice creams, and here the recipes are given. The equipment and refrigeration are then explained in a separate chapter, followed by three chapters devoted to the actual making of ice cream.
The concluding pages are taken up with an analysis of the qualities of ice cream and of the bacteriology of its manufacture. Such a discussion should be useful both to the student in the class-room and the progressive manufacturer.
Butter
A practical discussion of the general characteristics of butter, and of all of the problems connected with its manufacture and marketing, together with a brief history of the product. Among the topics considered are the history of butter; composition and food value of butter; cleansing and care of dairy utensils; care of milk and cream; cream separation; grading milk and cream and neutralizing acidity; pasteurization; cream ripening; churning, washing, salting and packing butter; flavors of butter; storage of butter; marketing; whey butter, renovated and ladled butter; margarine, and testing.
194The Book of Cheese
An exposition of the processes of making and handling a series of important varieties of cheese. The kinds considered are those made commercially in America or widely met in the trade here. The relation of cheese to milk and to its production and composition has been presented in so far as required for this purpose.
After a general statement on cheese, the authors consider the following subjects: The milk in its relation to cheese; Coagulating materials; Lactic starters; Curd making; Classification of cheese; Cheese with sour milk flavor; Soft cheeses ripened by mold; Soft cheeses ripened by bacteria; Semi-hard cheeses; The hard cheeses; Cheddar cheese making; Composition and yield of cheddar cheese; Cheddar cheese ripening; The Swiss and Italian groups; Miscellaneous varieties and by-products; Cheese factory construction, equipment, organization; History and development of the cheese industry in America; Testing; Marketing; Cheese in the household.
195A Manual of Milk Products
This is a very recent addition to the Rural Manual Series under the editorship of L. H. Bailey. The work is intended to serve as a reference book covering the entire subject of milk and its products. There are chapters on The Chemical Composition of Milk, The Factors Which Influence Its Composition, Physical Properties, The Various Tests Used in the Study of Milk, The Production and Handling of Milk, Butter Making, The Cream Supply, Butter Making on the Farm, Cheese Making, and the Bacteriology of Dairy Products.
Milk and Its Products
The revolution in dairy practice, brought about by the introduction of the centrifugal cream separator and the Babcock test for fat, by a more definite knowledge regarding the various fermentations that so greatly influence milk, and the manufacture of its products, have demanded the publication of a book that shall give to the dairyman, and particularly to the dairy student, in simple, concise form, the principles underlying modern dairy practice. Such has been Professor Wing’s purpose in this work. This is not a new edition of the author’s very successful volume published under the same title many years ago; it is, in reality, an entirely new book, having been wholly reset and enlarged by the addition of new matter, both text and illustrations. The author’s aim has been at all times to give the present state of knowledge as supported by the weight of evidence and the opinions of those whose authority is highest.